Из какой проволоки делают гвозди
- Самоделки для домашнего мастера
- Спутник мастера — ящик для инструментов
- Делаем и починяем ведра, тазы, самоварные трубы
- Режущие металл
- Самодельный кернер
- Направляющие втулки для нарезки трубной резьбы
- Плашка без плашкодержателя
- Трехгранное сверло
- Трубы и трубная резьба
- Омоложение напильников
- Идеальный станок для изготовления сетки «Рабица»
- Приспособление для навивки цилиндрических пружин
- Электродуговая пайка
- Термитный карандаш с затравкой
- Как сваривать чугун
- Удаление ржавчины
- Золочение металлических предметов
- О золочении, серебрении, оксидировании
- Монетный двор — гальваническая ванна
- Как правильно паять
- Сага о гвоздях
- Немного истории
- Когда гвозди не от той стенки
- Учитесь правильно забивать гвозди
- Учитесь правильно вытаскивать гвозди
- Полезные советы
- Резцы для дерева
- Заточка инструмента
- Как правильно наточить и развести пилу
- Ручной фрезерный станок
- Электромеханический лобзик
- Рубанок-зензубель
- Сверло для мебельных петель
- Советы по столярному делу
- Самодельные ватерпасы и нивелиры
- Удобные гвоздезабивалки
- Крашение дерева
- Пилить как по маслу
- О фанеровании
- Разнообразие абразивов
- Работа с гипсом
- Покраска самодельных гипсовых изделий
- Обработка стекла
- Лабораторное стекло
- Использование органического стекла
- Узоры на стекле
- Усовершенствуем ёлку со световодами
Учитесь правильно вытаскивать гвозди
Гвозди из материала извлекают клещами, гвоздодером, плоскогубцами и т.п.
При этом «добывание» гвоздей из досок, обуви и т.д. требует не меньше смекалки и навыка, чем их забивание. Но во всех случаях, чтобы воспользоваться клещами или другими перечисленными инструментами, приходится приподнять (обнажить) шляпку гвоздя.
Когда конец гвоздя загнут, его выпрямляют и пытаются выбить гвоздь с тыла.
А чтобы гвоздь легче выходил из материала при ударах по его острию, выступающую часть смазывают жиром, мылом, водой. Смазка особенно необходима, когда «хвост» гвоздя сильно проржавел. Заметим, что при выпрямлении «хвост» нередко обламывается. Тогда носком молотка или другим гвоздем приходится воздействовать на торец находящегося в материале «обломка», чтобы поднять шляпку последнего. (Зубила, добойники, металлические стержни подходящего размера также пригодны для этой цели.)
Но если до острия гвоздя не добраться, так как оно находится в толще детали, приподнять гвоздь можно только за шляпку. Делают это с помощью зубила или отвертки с проходящим через всю рукоятку стержнем (такая не сломается!), а также молотка.
Специальный минигвоздодер из отвертки с раздвоенной лопаткой, которую несколько отгибают по отношению к стержню, значительно облегчит извлечение самых мелких гвоздиков.
Бывают случаи, когда подцепить шляпку ни отверткой, ни зубилом не удается. Тогда придется прибегнуть к помощи стамески и сделать вокруг головки углубление, которое поможет плотно захватить шляпку губками клещей. Если же и этот вариант по каким-то причинам не проходит, срубите неподступную шляпку зубилом, а подходящим гвоздем (или оправкой) выбейте старый гвоздь с противоположной стороны детали.
Итак, мы узнали, как добраться до шляпки забитого гвоздя и подготовить (приподнять) ее для захвата гвоздя уже специализированным гвоздодерным инструментом. Наиболее удобны для удаления забитых гвоздей малой и средней величины клещи. чем «размашистей» губки клещей (размер «К» на рисунке) и чем длиннее их ручки, тем меньше будет усилие, необходимое для «подъема» стержня из древесины. Однако искусственное удлинение рукояток с помощью металлических трубок недопустимо с точки зрения техники безопасности, так как обычный результат такой рационализации — травмы.
«Тащить» гвоздь клещами сподручнее всего вначале, когда губки подхватывают головку. Но вот стержень выступил из древесины на 5-10 мм и дальше вытягивать гвоздь, не меняя захвата, становится невозможным. Поэтому теперь следует губками захватить стержень гвоздя уже пониже головки. Но стержень — гладкий, скользкий. И чтобы кромками губок надежно зацепить стержень, необходимо значительное усилие. Хорошо бы, продолжая выдергивать гвоздь, вновь использовать головку. Это возможно, если опорную поверхность для наружных округлостей губок повысить, подложив под клещи дощечки, пластинки и т.п. Кстати, аналогичный прием используют и на последующих стадиях вытягивания гвоздя, в том числе и с помощью инструментов иной конструкции (гвоздодеров, кусачек).
Вот еще одна уловка, знание которой поможет при вытягивании гвоздей. Когда гвоздь ступенчато (в несколько захватов) извлекают из древесины, наклоняя клещи в одну и ту же сторону, то форма вынутого гвоздя будет напоминать дугу, и без рихтовки такой гвоздь в доску снова не заколотишь. Однако работы по выпрямлению гвоздя сведутся к минимуму, если клещами действовать в одной плоскости, но наклонять их, вынимая гвоздь, в разные стороны. Кстати, деревянные или пластмассовые дополнительные опоры, подкладываемые под наружные округлости губок клещей, отлично предохранят поверхность самой детали от повреждений.
Столярный молоток с раздвоенным носиком также удобен для извлечения гвоздей. И здесь способ ступенчатого вытаскивания гвоздей, изложенный выше, вполне приемлем. Правда, деревянная рукоятка молотка не долго способна терпеть такие нагрузки и обычно скоро ломается вблизи головки. Если такое случилось, а забитых гвоздей осталось еще много, приварите к молотку металлическую трубу подходящего диаметра.
Производство гвоздей
Теперь ручка у гвоздодерного молотка не сломается.
Но все же клещами действовать сподручнее, чем молотком.
Последний из-за своих «застывших» размеров часто оказывается либо слишком громоздким, либо слишком миниатюрным для захвата нужного гвоздя. А при отсутствии головки у гвоздя такой молоток способен лишь скользить по стержню.
Кусачками вытаскивают гвозди только в том случае, когда нет других инструментов. Учтите, что кусачки в основном служат для зачистки проводов от изоляции и перекусывания проволоки из цветных металлов. Поэтому режущие кромки кусачек непременно затупятся, а то и выщербятся, если ими зажимать стальные гвозди. Причем, удерживая гвоздь диаметром 1-1,5 мм, нельзя сильно сжимать рукоятки кусачек, чтобы не перекусить гвоздь.
При вытаскивании гвоздей боек молотка иной раз оказывается нужнее клещей, например, когда из доски торчит гвоздь почти во всю свою длину. Здесь придется сначала гвоздь вбить «обратно». Стержни крупных гвоздей при этом лучше предварительно смазать маслом, особенно, если они заржавели. А чтобы не очень затуплять острие стержня, на него кладут латунную или алюминиевую пластину.
Итак, острие загнали в древесину. Теперь окончательное извлечение гвоздя за клещами.
Вот вы решили использовать для каких-либо целей подходящую по размерам старую доску с ранее забитыми в нее гвоздями. Однако это не всегда осуществимо. В подобных случаях, если декоративный вид доски или изделия в целом не имеет значения, то торчащую часть стержня лучше либо загнуть, либо отрезать ножовкой. Подчас ее несложно и отломить. Выступающую же головку гвоздя можно просто загнать в древесину одним ударом молотка.
Если доски уже пришли в негодность, а вот торчащие в них гвозди еще ничего, не выбрасывайте их с досками — пригодятся.
Не забывайте о дедовском способе извлечения металлических деталей из дерева: гвозди проще всего добыть с помощью огня. Отбракованные жерди, брусья сжигают в печи или на костре и выбирают из золы, естественно, не сгоревшие гвозди.
Крупные гвозди выпрямляют, сбивая окалину, мелкие обычно уже никуда не годятся. Гвоздь, подвергнутый огневой обработке, даже со снятой окалиной имеет неровную поверхность, поэтому перед тем как забить такой гвоздь, его смазывают опять же маслом.
Как известно, прошедшие огонь гвозди менее подвержены ржавлению. Некоторые мастера и новые гвозди специально обжигают, нагревают докрасна и сразу после этого бросают в холодное жидкое масло. В результате гвозди приобретают закалку и способность не ржаветь длительное время в условиях влажной среды.
Массивные деревянные конструкции, соединенные гвоздями, разбивают поначалу молотком или кувалдой.
Цель — образование между деталями щелей, в которые потом вставят лезвие топора, лома или гвоздодера.
чем тоньше заточка инструмента, тем легче лезвие проникает в щель и тем быстрее идет процесс «реструктуризации» — разделения конструкции на отдельные элементы.
Источники: http://umelyeruki.ru/?Saga_o_gvozdyah/Uchitesj_praviljno_vytaskivatj_gvozdi
+-Читать еще ≫Click to collapse
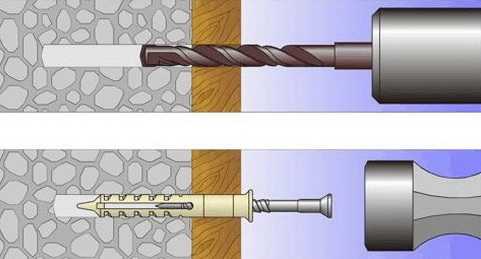
Как вытащить, как забить гвоздь или дюбель-гвоздь
Быстрый монтаж и гвозди — самые простые и распространенные варианты крепежей у домашнего мастера. Но обращаться с ними нужно правильно. В процессе ремонта или выполнения строительных работ часто возникает необходимость забить обыкновенный гвоздь в бетонную стену, вытащить его из доски, когда обломана шляпка.
В этой статье Вы получите ответы на такие вопросы:

Вариантов масса, и все они кажутся обыденными, пока дело не доходит до самого процесса. Та же ситуацию возникает и с крепежом дюбель-гвоздь. Простое с виду действие превращается в сложнейший процесс, следствием которого становятся разбитые пальцы, осыпавшаяся штукатурка, и даже порча материалов. Но существуют проверенные способы, позволяющие быстро решить проблемную задачу.
Забиваем гвоздь в бетонную стену
Перед тем, как забить гвоздь в бетонную стену, необходимо перфоратором сделать в ней отверстие.
Затем в него плотно забивается молотком обыкновенный деревянный стержень, выстроганный по размеру. Он должен войти в отверстие до упора, а выступающий излишек обрезается обыкновенным ножом. Только после этого уже в дерево по центру забывается гвоздь не менее чем на 2/3 своей длины. Способ старый, но проверенный.
Вытаскиваем гвоздь из стены
Плотно забитый в кирпичную стену гвоздь вытащить не так то и просто. Но существует метод, который намного облегчит задачу. В качестве инструмента надежнее использовать гвоздодер. Чуть менее эффективны клещи. Дабы не повредить поверхность стены, под место, где инструмент в нее упирается, подкладывается плотная широкая доска.
За счет нее давление на стену снизится, и штукатурка, как и обои, останутся целыми. Перед тем, как вытащить гвоздь из стены, по нему нужно ударить молотком, дабы «сорвать» с места.
Вытаскиваем гвоздь из доски
Острый конец гвоздя пробитой насквозь доски выравнивается клещами, а затем максимально выбивается молотком в обратную сторону. Все, что остается сделать — захватить шляпку инструментом. Как вытащить гвоздь из доски окончательно? Лучше всего гвоздодером, так как у него большой рычаг. Но клещи тоже подойдут.
Вытаскиваем гвоздь без шляпки
Часто при извлечении гвоздя из дерева обламывается его шляпка. Вытащить его можно несколькими способами, что зависит от конкретной ситуации:
1. гвоздь вбит не полностью. Здесь все просто – обыкновенные клещи, желательно поострее, да стальная хватка рук, и гвоздь пойдет.
2. гвоздь вбит полностью. В этом случае помогут бокорезы. До того, как вытаскивать гвоздь без шляпки, под инструмент (в месте контакта его с поверхностью) подкладывается кусочек жестянки. Доска прижимается носиками бокорезов, пока гвоздь не будет захвачен. Затем, прижимая к поверхности ручки, потихоньку его вытащить. Далее следовать первому пункту.

В поверхности нужно просверлить соответствующее диаметру дюбеля отверстие на глубину, превышающую его длину на 2 мм. Для этого используется либо перфоратор, либо же обыкновенная дрель (в зависимости от материала). Перед тем, как забить дюбель-гвоздь, отверстие важно очистить от пыли. Дюбель забивается молотком, после чего в него вкручивается или забывается соответствующий гвоздь.
Дюбель-гвоздь нужно забивать или закручивать?
Специалисты говорят, что разницы абсолютно нет. Да и на практике крепеж будет надежен в обоих случаях. Все зависит от имеющегося инструмента. Скажем, при наличии только отвертки или шуруповерта, можно гвоздь закрутить, а если кроме молотка ничего нет – забить. Кроме того, существуют специальные монтажные пистолеты, забивающие дюбель-гвоздь с высокой скоростью.
Перед тем, как вытащить дюбель-гвоздь из стены, либо же другой поверхности, важно обратить внимание, что проблемы возникают именно с дюбелем. Гвоздь немного выкручивается отверткой, затем расшатывается, и резким движением выдергивается вместе с дюбелем. В случае, когда гвоздь извлекается, а пластмассовый дюбель остается в отверстии, его нагревают паяльников, и выковыривают. Можно, кстати, воспользоваться обыкновенным штопором без предварительного разогрева.
Строительные тендеры:
Новое на сайте:
Популярное в этом месяце:
- Какой электрокультиватор купить?
- Как отреставрировать старые деревянные окна
- Борьба с плесенью народными средствами
- Дизайн в японском стиле
- Стяжка пола своими руками. Пошаговое руководство
- Как правильно установить унитаз
- Межкомнатные двери
- Что выбрать? Душевую кабинку или обычную ванну
- Газобетон и пенобетон – сравнительная характеристика
- Почему дом лучше всего строить из пенобетона
- Утепление окон
- Раздвижные межкомнатные двери
- Глянцевые натяжные потолки
- Беседки
Статьи по интересам:
Перепечатка материалов в любом виде, без размещения ссылки на источник, запрещена.
Источники: http://rmnt.net/kak-vytashhit-kak-zabit-gvozd-ili-dyubel-gvozd/27290
stroyvolga.ru
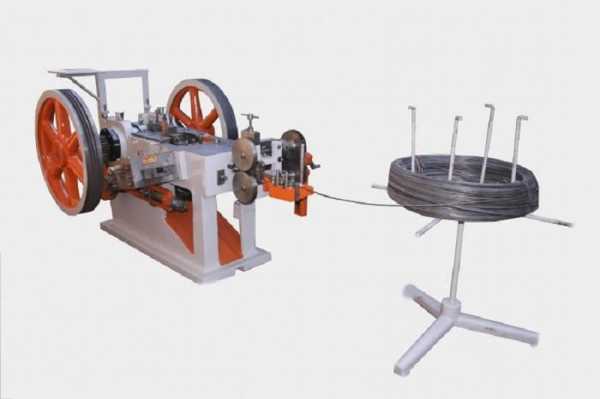
Станок для производства гвоздей
СодержаниеОсновная особенность мини-станка для изготовления гвоздей и саморезов заключается в том, что он практически полностью функционирует в автоматическом режиме.
Станок по производству гвоздей
Единственная операция, которую при работе нужно сделать своими руками – сменить бобину с проволокой.
Читайте также: «Станок для производства вагонки своими руками».
Особенности работы гвоздильного станка
Ручной мини-станок для производства гвоздей и саморезов удобен тем, что проволока в бобине крепится с помощью специального держателя. В процессе изготовления саморезов или гвоздей проволока последовательно разматывается. Это делает процесс изготовления изделий практически непрерывным.
Сейчас на рынке представлено большое количество таких агрегатов, гораздо проще приобрести его, чем сконструировать своими руками.
Гвоздильный мини-станок ударного действия для производства саморезов образует головку изделия при мгновенном ударе по проволоке пуансона.
Такое устройство оснащается пружинами, изготовленными из дерева или металла. Пружины позволяют достигнуть большой степени прогиба, необходимой для правильной работы ударного инструмента. Гвоздильный мини-станок не отличается высокой производительностью.

Для изготовления гвоздей используется низкоуглеродистая стальная проволока
При его работе 10-15% вала задействуется в работе, а остальные 85% тратятся на обратный ход молотка. В мини-станках для изготовления саморезов, которые работают за счет кривошипно-шатунного механизма, используется мгновенный ковочный удар.
Как и изделие, собранное своими руками, так и заводской аналог при работе издает сильный шум.
Пресс-автоматы для производства саморезов и гвоздей, работающие по принципу ударного действия довольно часто выходят из строя. Эксплуатационный срок ударной головки и режущей кромки и них также невысок.
Все эти недостатки устранены в станках для производства саморезов и гвоздей ротационного типа. В этих агрегатах прессование головки изделия происходит не посредством удара, а за счет давления. Если в агрегате изменить возвратно-поступательные движения элемента на радиальные, то все недостатки автоматов ударного действия будут устранены.
Читайте также: как сделать заточный станок для ножей своими руками?
Такой агрегат выполняет работу в следующей последовательности:
- Заготовка для гвоздя фиксируется матрицей зажимного барабана.
- При вращении барабан производит высадку заготовки качающимся пуансоном.
- Матрица зажимного барабана продвигает заготовку вперед.
- Подается новый отрезок проволоки.
Станок для производства гвоздей имеет собственные технические характеристики.

Зажимной механизм станка
Для непрерывного и эффективного производства следует обратить внимание на такие показатели:
- диаметр отдельно взятого стержня должен быть равен 6 мм;
- длина гвоздя должна составлять от 12 до 320 мм;
- за 60 сек агрегат должен изготовить от 100 до 600 изделий;
- показатель максимальной мощности станка должен быть не менее 20 кВт.
Читайте также: «О принципах работы фальцепрокатного станка».
к меню ↑
Работа станка по производству гвоздей (видео)
к меню ↑
Рекомендации по выбору заводского оборудования
Сейчас все станки для производства гвоздей и саморезов делятся на два класса: с фиксированным размерами производимой продукции и универсальные станки. Первый класс может производить изделия с диаметром от 1 до 2,8 мм, при длине от 9 до 50 мм.
Оборудование универсального типа стоит несколько дороже, но позволяет изготавливать изделия, отличающиеся широким диапазоном размеров.
При выборе заводского оборудования предпочтительней всего приобретать устройства таких марок как:
- АГМ2 – размер гвоздя 40-100 мм;
- гвоздильный станок АГ4316 – размер гвоздя 25-120 мм;
- автоматический станок LDN3 – скорость изготовления 320 шт/мин.
Неплохо зарекомендовал себя станок АВ4118, с помощью которого можно изготовить толевые, круглые, тарные гвозди. Производительность агрегата составляет 330 изделий в минуту. Также внимание следует обратить на модели АВ4116 и К09.117 параметры их производительности практически совпадают, но присутствует разница в стоимости.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Агрегаты могут производить до 550 готовых изделий в течение минуты. Марки самых недорогих гвоздильных станков могут работать только с проволокой, диаметр которой равен 2,2 мм. Ограничения имеются и по длине изготавливаемого изделия – до 60 мм. При выборе станка для изготовления гвоздей, важно определить какой агрегат (исходя из объемов производства) понадобится.
Пример вариантов изготавливаемых метиз
Это может быть как мощный, высокопроизводительный многофункциональный проволочно-гвоздильный автомат, так и станок для производства небольших партий. Заводской автомат изготавливает изделия по следующей технологии: производится установка бобины с проволокой, обеспечивая непрерывную подачу.
Устройство производит обрезку проволоки под необходимым углом. Это происходит так, чтобы линия отреза впоследствии была острием готового гвоздя. На противоположном отрезке проволоки при помощи ударного молотка автомата формируется шляпка изделия.
При выборе представленного агрегата особое внимание необходимо уделять таким параметрам как максимальная длина готового изделия, диапазон стержней и производительность.
Современные станки могут изготавливать гвозди с длиной от 12 до 20 см, при диапазоне диаметра стержней от 1,2 до 9 мм. Производительность современного оборудования колеблется в пределах от 100 до 600 гвоздей в минуту. Еще один параметр заключается в наличии или отсутствии функции, обеспечивающей регулировку размера шляпки.
Читайте также: «Оборудование для производства арболитовых блоков».
Кроме того, производя выбор оборудования, следует обратить внимание на такие характеристики как вес и габариты. На сегодняшний день наиболее функциональными и удобными считаются те установки, которые работают в автоматическом режиме.
Читайте также: «Разновидности оборудования для плетения сетки рабица».
к меню ↑
Дополнительное оборудование
При производстве гвоздей кроме основного аппарата рекомендуется приобрести галтовочный станок. Такое устройство обеспечивает очистку полученных гвоздей от обсечки, ржавчины и острых кромок. Кроме того такой аппарат эффективно производит полировку продукции.

Барабан для галтовки гвоздей
Галтовочный станок состоит загрузочного устройства, барабана для галтовки, барабана, предназначенного ля отсева опилок и вибросита. Очистка произведенных изделий проводится с помощью древесных опилок. Выбирая галтовочное устройство необходимо обращать внимание на диапазоны диаметров обрабатываемых изделий, допустимую длину заготовки, производительность, расход опилок, массу и габариты.
В роли вспомогательного оборудования также может выступать станок, обеспечивающий заточку отрезного ножа. Если планируется производить не только гладкий вид гвоздей, но и всевозможные крепежи, для которых необходима кольцевая и винтовая накатка, необходимо приобрести накатный агрегат.
к меню ↑
Как избежать брака при производстве?
Если изделия получаются кривыми, то есть необходимость в выравнивании рихтовальных роликов. Это нужно выполнять таким образом, чтобы подающаяся к ножу проволока находилась в горизонтальном положении. Также рекомендуется проводить периодическую смазку внутренних роликов подачи, чтобы не допускать их засорения стружкой.
При получении большого количества согнутых изделий углы скоса обрубных ножей меняются на 10 градусов в большую или меньшую сторону.
Еще один способ решения проблемы – это полная замена ножа, после этого отбойник регулируется таким образом, чтобы его падение не опережало обрезку гвоздя.
Если изделие перегибается под шляпкой, то причиной этому может послужить смещение зажимных планшетов от центра подачи проволоки в сторону. В таких случаях необходимо подвергнуть более точной регулировке плашки, обеспечивающие зажим, или заменить их на новые. Причиной некорректной работы станка может послужить засоренность плашечной коробки.
Автоматический станок для производства гвоздей в небольшом цеху
Для предупреждения засоров необходимо в тех местах, где зажимные плашки соприкасаются выложить небольшой мягкий кусочек тряпки. Если гвозди получаются разной длины, то необходимо так откорректировать подающий резак, чтобы угол заточки составлял 80 градусов. Также можно провести более сильное натяжение пружины, отводящей нож или полностью ее заменить.
Некорректное производство может быть обусловлено некорректной работой рихтовальных роликов.
В этом случае, нужно провести их регулировку таким образом, чтобы их вращение производилось легко, а перегиб подающейся проволоки не был слишком сильным.
Если шляпка изготовленного гвоздя сбита вниз, то нужно проследить за тем, чтобы плоскость станины и плашечной коробки находились в одинаково вертикальном положении. Также необходимо проверить прокладки, находящиеся под верхней планкой, при необходимости их нужно добавить. Если люфт после этого не устранится, то планки следует заменить на новые.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
ostanke.ru
Проволока для производства гвоздей, гвозди в Орле
Еще в античные времена греки и римляне начали применять гвозди при строительстве кораблей. Гвозди были кованные из медного сплава и большой длины. У них было четырехугольное сечение и коническая форма от шляпки. Прогресс не стоял на месте , шло освоение обработки железа. Гвозди начали производить из менее дорогого металла. Кузнецы продолжали ковать гвозди не только для строительства. В больших количествах требовались гвозди, что бы крепить подковы лошадям. Эти гвозди называли ухналями. Такие гвозди и в наши времена так и изготавливают способом горячей ковки. Они имеют сложную форму с высокой головкой.
Технология изготовления гвоздей способом ковки перестала пользоваться спросом с появлением металлической проволоки. Так как металлическая проволока была разных диаметров, то это позволило увеличить ассортимент гвоздей по применению, форме и размерам.
Появление проволоки спровоцировало появление гвоздильных станков, которые в последствии изменили технологию производства гвоздей. Сразу последовало увеличение производительности труда. В гвоздильных станках гвоздь формируется способом холодной ковки.
Давайте рассмотрим главные моменты производства гвоздей из проволоки.
Проволока для производства гвоздей подходит не вся. Чаще всего используется прволока по ГОСТ 3282-74. Эта проволока должна быть низкоуглеродистой общего назначения термически не обработанная. Для производства проволоки используются следующие марки : СТ1 КП, Ст 2 КП, Ст3 Кп, Ст3 ПС.
Проволка идет в бухтах или мотках разных размеров и разного веса. Размер бухты проволоки зависит от диаметра проволоки. Если диаметр проволоки 1,2 мм, то бухта весит примерно 500кг. При более большом диаметре проволоки, например 4,0 мм бухта будет весить от 800 кг.
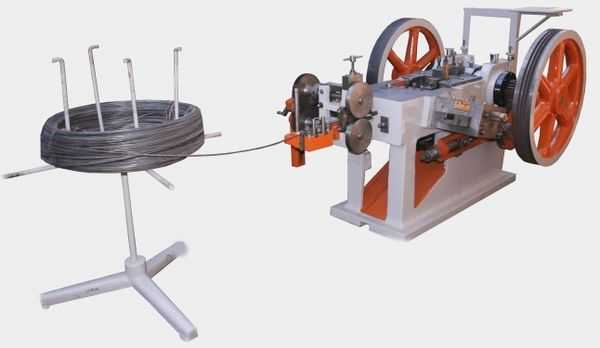
Для того что бы на гвоздильном автомате не путалась проволока при сматывании ставят специальные приспособления. Эти приспособления очень разные по своей конструкции.
С бухты стальная проволока идет через выпрямляющее устройство. Затем она попадает в подающий механизм. Этот механизм влияет на длину гвоздя и переводит стальную проволоку в рабочую зону.
Подающий механизм состоит из зубильц. Зубильца фиксируют проволоку и переводят ее вперед. При возврате зубильц в исходное положение происходит их свободное скольжение по проволоке. Проволока в этот момент не двигается. Специальная втулка держит проволоку в нужном положении. Нужно следить, что бы изночально стальная проволока доставала до упора в ударное устройство. Тогда проволока зажимается специальным зажимным механизмом. После этого проволока перекусывается кусачками. Кусачки изготовлены так, что они позволяют помимо откусывания проволоки, еще формировать конец гвоздя. Гвоздь на конце должен быть острым. Имеет значение и длина проволоки, которая находится перед кусачками. Из этого кусочка проволоки формируется шляпка гвоздя. Для изготовления качественной шляпки его надо отлеживать и регулировать при помощи зазора. Далее кусачки отодвигаются и происходит удар по торцу проволоки. В этот момент формируется шляпка гвоздя. Зажим отпускает проволоку и все повторяется. Полученный из проволоки гвоздь падает в поддон.
Гвоздильные станки имеют небольшие отличия между собой по кинематике. Но главные технические элементы производства гвоздя все аналогичны.
Купить высококачественную проволоку для гвоздей в Орле можно в компании С-Метиз.
provoloka-setka.ru
Схема и устройство станка для изготовления гвоздей из проволоки
Принцип действая ударного станка для серийного производства проволочных гвоздей разных размеров – весьма прост и понятен. А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
Схема гвоздильного станка с описанием принципа действия
Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).
Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).
Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Преимущества и недостатки прессовального станка для производства гвоздей
Прессовальные машины обладают более высокой производительность, но требуют частой замены матриц и щек. Высокие нагрузки на формирующие элементы станков приводят к их быстрому износу.
Прессовальные машины устроены аналогично, но в них вместо молота, установлен штамп, формирующий головку гвоздя постепенным нажимом. Штамп приводится в действие фигурной шайбой либо эксцентриком. В обратном направлении проволока подается принудительно (в отличие от ударных станков, где оно происходит под действием пружины). Такая конструкция повышает производительность практически в 2 раза. В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
Промышленное изготовление проволочных гвоздей в домашних условиях
Обыкновенные гвозди изготавливают из необожженной проволоки. Материалом служит литое железо с характеристиками:
- С 0,18-0,25%;
- Р 0,02 – 0,06%;
- сопротивление на разрыв при удлинении не более 28%, 45-50 кг/мм2, полученное томасовским процессом.
Зазубренные гвозди производят из проволоки, которую после волочения отжигают, подвергают травлению разбавленной серной кислотой с последующим гашением известковым молоком и сушкой. Затем протягивают и выпрямляют на деревянных щеках.
Гвозди с тонкими шляпками большого диаметра, включая толевые, изготавливают из высококачественного Сименс-мартеновскую литого железа с характеристиками:
- С 0,03%;
- Р до 0,03%;
- сопротивление на разрыв при удлинении до 34% и одновременном уменьшении диаметра до 75%, 34-37 кг/мм2.
После волочения до диаметра, близкого к заданному, проволоку отжигают, удаляют с нее окалину и повышают жесткость, протягивая в 1 ход.
На штукатурные, трубные, бочарные костыльки идет проволока из литого железа, полученная томасовским методом, которую подвергают отжигу, снова протягивают и дважды волочат до получения установленного диаметра.
Для гвоздей с большими шляпками различных форм (полукруглая, алмазная и пр.) берут волоченную не отожженную Сименс-мартеновскую проволоку.
Отожженная и оцинкованная проволока используется при производстве скоб, фиксирующих колючую проволоку на столбах при установке проволочных заграждений.
businessideas.com.ua
Технология производства гвоздей — OriginalBusiness.ru
Первые гвозди были кованными. Известно, что в античные времена греки и римляне для строительства кораблей применяли довольно длинные, выкованные из медного сплава, гвозди. Эти гвозди имели четырехгранную форму в сечении и коническую от шляпки к острому концу.
С освоением обработки железа, гвозди методом горячей ковки, естественно начали изготавливать из менее дорогого по сравнению с медью, железа. Кузнецы ковали их как для строительства, так и для крепления подков к копытам лошадей.
Гвозди для крепления подков называются ухналями. Их до настоящего времени в основном так и изготавливают методом горячей ковки, так как они имеют довольно сложную форму. В сечении они прямоугольные с довольно высокой головкой (5-8 мм). Головка также имеет прямоугольную в сечении форму (рис.1)
Рисунок 1
Ухнали (Гвозди для крепления подков к копытам лошадей)
Малопроизводительная технология производства гвоздей методом ковки потихоньку сошла на нет с появлением металлических проволок.
Металлическая проволока различных диаметров быстро позволила расширить ассортимент гвоздей по размерам, форме, назначению.
Появление проволоки так же явилось основным аргументом для создания станков гвоздильных автоматов, которые в корне изменили технологию производства гвоздей, увеличив производительность и характер труда работников. В гвоздильных автоматах гвоздь формируется методом холодной ковки.
Рассмотрим основные моменты технологии производства гвоздей из проволоки с помощью гвоздильных автоматов .
Проволока для изготовления гвоздей годится не любая. Обычно используется низкоуглеродистая стальная проволока общего назначения ГОСТ 3282-74 не обработанная термически. Марки стали, используемые для изготовления проволоки: Ст 1 КП, Ст 2 КП, Ст 3 КП, Ст3 ПС.
Поставляется проволока в бухтах различных размеров и весов. Так, например, бухта проволоки для изготовления гвоздей диаметром 5 мм весит от 800 до 1200 кг.
Для того, что бы гвоздильный автомат мог легко сматывать проволоку с бухты, необходимы специальные приспособления. Такие приспособления различны по конструкции (некоторые из них схематично изображены на рис.2)

Рисунок 2
Устройство для размотки бухт проволоки
Основные технические устройства и узлы для формирования гвоздя представлены на рис.3

Рисунок 3
Основные технические элементы формирования гвоздя
С бухты проволоку направляют в выпрямляющее устройство. Далее проволока поступает в подающий механизм, с помощью которого регулируют длину гвоздя и подают проволоку в рабочую зону.
Подающий механизм представляет собой пару зубильц, которые при движении в сторону рабочей зоны захватывает проволоку и продвигают ее вперед. Захват проволоки происходит благодаря тому, что поворачиваются вокруг своей оси оправки, в которых закреплены зубильца.
При обратном движении зубильца освобождают проволоку и скользят вдоль нее, при этом проволока не движется и удерживается в нужном положении специальной удерживающей втулкой. Важно, что бы первоначально проволока продвинулась до упора в ударное устройство, которое находится в крайнем правом положении. В этом положении проволока зажимается зажимным механизмом.
Затем, проволока откусывается кусачками. После откусывания кусачки расходятся в стороны с тем, что бы ударное устройство могло своим ударом по торцу проволоки сформировать шляпку гвоздя. После формирования шляпки гвоздя ударное устройство возвращается в исходное положение. Зажимное устройство отпускает проволоку и процесс повторяется.
Необходимо заметить, что зажимное устройство — оно же устройство формирования шляпки гвоздя, состоит из двух дисков. На цилиндрической образующей этих дисков выфрезерованны полукруглые канавки, параллельные оси дисков и углубления под формовку шляпки гвоздя. В канавках делаются насечки, которые удерживают проволоку, когда зажимной механизм зажат. Полукруглые канавки в зажимном устройстве выставляются напротив друг друга. Таким образом они образуют отверстие, в которое и проходит проволока.
На готовом гвозде у его шляпки видны насечки, которые образуются благодаря насечкам в полукруглых канавках.
Кусачки выполнены таким образом, что они не только откусывают проволоку, но и формируют острый конец гвоздя. Угол конусности острого конца гвоздя должен быть не более 40 градусов (условия ГОСТ)
Важно так же и то, какой длины кусочек проволоки выступает перед кусачками. Этот кусочек проволоки идет на формирование шляпки гвоздя и его необходимо регулировать для получения качественной шляпки, устанавливая определенный зазор (А).
Сформированный гвоздь подается под своим весом в поддон.
Реально в гвоздильных автоматах кинематика привода основных технических приспособлений может отличаться друг от друга, но основные технические элементы формирования гвоздя остаются аналогичными, рассмотренным выше.
Остается остановиться на материалах из которых выполнены элементы формирования гвоздя..
Рамки выпрямляющего устройства, направляющая втулка, диски зажимного механизма, кусачки и ударное устройство изготавливаются из инструментальной стали У-8, У-10 или ХВГ. После изготовления все эти части калят до твердости 55-60 R.
Зубильца — это твердосплавные пластины из материала ВК-8.
Автор: Ткачев Л. А.
Post Views: 0
originalbusiness.ru
Бизнес на производстве гвоздей. Запускаем свое мини цех.
Часто начинающие предприниматели ищут идеи для небольшого производства, в которое можно было инвестировать до $15000 и начать получать прибыли. Можно сказать одно, в таком случае вам нужно ориентироваться на популярный товар, чтобы сразу сбывать продукцию и получать свою прибыль. Одним из таких направлений деятельности является бизнес по производству гвоздей. Данные крепежные материалы просто не заменимы в любом хозяйстве и используются повсеместно. Для того чтобы запустить собственное мини-производство гвоздей, нужен совсем небольшой стартовый капитал. Так б/у станок обойдется в сумму около $7000 — $8000. В качестве помещения можно арендовать либо гараж, либо небольшой бокс, достаточно будет площади размером 35 – 40кв.м.
Один сотрудник за месяц упорной работы может изготовить до 18 тонн гвоздей.
Давайте более детально рассмотрим основные шаги построения этого бизнеса и налаживания каналов сбыта готовых изделий.
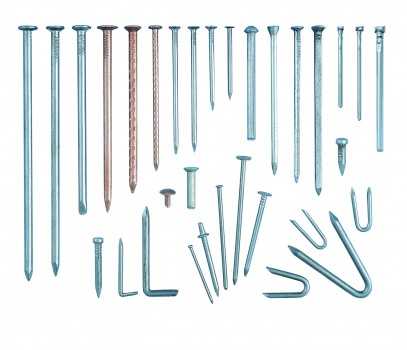
Ассортимент товара
Содержание статьи
Ниже приведен список и примерная стоимость наиболее популярных типов гвоздей.
 Мебельные — от $1,7 за кг.
Мебельные — от $1,7 за кг.- Машинные со скошенным острием — от $2.4 за кг.
- Ершенные оцинкованные гвозди — от $1,5 за кг.
- Ершенные в кассетах — от $2 за кг.
- Ершенные с конической головкой — от $1,75 за кг.
- Финишные гвозди — от $2,3 за кг.
- Гвозди с большой головкой — от $2,65 за кг.
- Толевые оцинкованные — $2,2 за кг.
- Строительные оцинкованные — от $1,1 за кг.
- Шиверные — от $1,7 за кг.
- Толевые черные — от $1,5 за кг.
- Винтовые гвозди, оцинкованные с винтовой шляпкой — от $2,3 за кг.
 Мебельные — от $1,7 за кг.
Мебельные — от $1,7 за кг.Также эти гвозди разделяются по формату, а именно по длине и толщине. Для каждого типа используется своя технология изготовления, поэтому еще на старте важно определиться с форматом. В этом бизнес плане цеха по производству гвоздей, мы будем рассматривать классический вариант этих изделий, который наиболее распространен на рынке строительных материалов.
Оформление документов
Для ведения легального бизнеса, вам нужно будет оформить все соответствующие документы.
Если вы будете работать только с физическими лицами, тогда достаточно оформится как ИП, если же планируете сотрудничать с юр. лицами, без регистрации ООО не обойтись.
На рабочее помещение нужно будет получить разрешения в местных СЭС и пожарного надзора.
Если планируете нанимать работника, его также нужно оформить на работу.
Не забудьте заключить договор аренды на помещение, или же договор купли продажи.
Технология производства гвоздей
Одним из главных плюсов бизнес по изготовлению гвоздей является простота технологии, которая используется. Покупая оборудование, вы получаете готовую линию, которая требует минимального ручного труда, а на выходе будет качественное изделие. Таким образом, вы даже можете не нанимать персонал, или же сам процесс обучения нового работника займет совсем немного времени. Это не высококвалифицированный труд и соответственно на заработной плате можно также экономить.
Основные шаги в процессе производства классических гвоздей:
1.) На первом этапе проволока выпрямляется и подается в аппарат.
2.) Материал фиксируется на станке и обрезается на заготовки согласно выставленным на станке значениям.
3.) Создание шляпы и острого конца гвоздя.
4.) Перемещения готового изделия в контейнер.
Важно учитывать и различные нюансы данной технологии. К примеру, если вы планируете изготавливать оцинкованные гвозди, то нужно в качестве сырья изначально подавать оцинкованную проволоку. Данная технология может немного отличаться в зависимости от типа изделия.

Выбор сырья
Нужно учитывать, что производство гвоздей, как бизнес строиться на качественном сырьевом материале. Ведь именно от прочности крепежных изделий и качества их исполнения будет зависеть и репутация вашей фирмы. Оптовики будут обращать на этот показатель основное внимание, поскольку они не заинтересованы продавать клиентам не качественные гвозди, поэтому этому моменту уделите особое значение. Лучше всего самостоятельно проверять сырье при поставке по всем параметрам, и если что-то не так возвращать его обратно.
Проволока, из которой изготавливают гвозди, продается в мотках от 500 кг до 1.8 тонны. Доставку обычно осуществляют поставщики. Найти их можно через интернет, лучше всего съездить к ним на базу и самому увидеть сырье, пообщаться с менеджерами, и договориться о сотрудничестве.
Если говорить о цене на сырье, то она в среднем равна $430 — $600 за тонну.
В качестве сырья для изготовления гвоздей выступает проволока из стали марок: Ст 1 КП, Ст 2 КП, Ст 3 КП и другие.
Также не забудьте об упаковочном материале. Обычно для этого выбирают либо деревянные ящики, либо боксы из твердого картона. Тут важно смотреть на цену и функциональность использования различной упаковочной продукции.
Оборудование для цеха
Сейчас на рынке оборудования для запуска бизнеса в формате мини производства гвоздей существует огромный выбор различных установок и приспособлений. Вы можете выбрать как полуавтоматические ручной станок, так и полностью готовую линию, которая в конечном результате даже будет упаковывать готовые изделия.
Стоимость оборудования будет зависеть от производителя. Есть как зарубежные, так и отечественные линии, которые по своей технологии очень схожи, но отличаются либо сроком эксплуатации, либо более высокими показателями качества итоговых крепежных элементов. Если на старте бизнеса ваш бюджет ограничен, то можно либо покупать новые отечественные станки, либо смотреть в сторону б/у установок зарубежных изготовителей.
При выборе можно выделить несколько основных параметров:
- мощность оборудования. Тут показателем является количество гвоздей в шт. за час работы оборудования.
- возможность работать с проволокой различного диаметра.
- регулировка длины итогового изделия от 15 до 120 мм.
- срок эксплуатации.
- подверженность ремонту.
При закупке оборудования нужно ориентироваться на собственные средства. Можно закупить новый проволочно-гвоздильный автомат либо же взять б/у аппарат.
Цены на новое оборудование начинаются от $22 000, б/у обойдется в $7000 — $8000. Тут стоит отметить один важный момент, что существует два вида станков:
1.) Аппараты с фиксированными размерами производимых деталей. Так для примера могут быть: диаметр 1,2 – 2,8мм, а длинной 9 – 50мм, или же 1,8 – 3,7мм длинной 30 – 70мм.
2.) Универсальные станки. Именно на них мы и советуем обратить ваше внимание. Они немного дороже, но позволяют изготавливать гвозди в широком диапазоне размеров.
Так для примера приведем несколько станков по производству гвоздей:
- Автоматический станок для производства гвоздей АГМ2. Диаметр проволоки 3 – 4мм. Размер гвоздя 50 -110мм.
- Гвоздильный автомат станок АГ4116. Диаметр проволоки 1,8 -4мм. Размер гвоздя 30 – 120мм.
- Автомат по производству гвоздей LDN3. Диаметр проволоки 0,9 -7мм. Размер гвоздя 12 – 200мм. Скорость производства – 310шт./мин. Примерная стоимость — $21 875.
Еще один момент – это погрузчик, который будет использоваться не только для приемки сырья от поставщика, но и его перемещения непосредственно к линии производства гвоздей. Он вам точно будет нужен, поскольку вес сырья может достигать 2-х тонн. Стоимость базовой версии такого оборудования, в формате ручного рычажного тельфера обойдется в $400 — $700.
Рынки сбыта
Сбыт готового товара – это, пожалуй, наиболее сложный шаг в этом бизнесе. Несмотря на то, что гвозди очень востребованы на строительном рынке, есть также и много тех цехов, которые их производят, и тут нужно брать либо ценой, либо качеством.
В первую очередь вас интересуют оптовые покупатели, которые будут заказывать крупные партии.
Наиболее оптимально договориться к примеру, с владельцами строительных магазинов, посредниками, которые продают крепежный элемент для магазинов, или же бригадами строителей. Можно также открыть розничную точку по продаже гвоздей у себя в городе и самостоятельно продавать часть изготовленных материалов.
Из рекламных методов привлечения клиентов, наиболее выгодным будет нанять человека, продажника, который сможет уговорить те же магазины взять ваш товар для реализации.
Расчет прибыли и рентабельность
При составлении бизнес плана цеха по изготовлению гвоздей, важно включить все статьи расходов, и указать примерные показатели продаж, для того, чтобы оценить период возврата инвестиций и перспективы развития вашего дела в целом.
Общие затраты на старт в этом направлении деятельности составят около $15000 — $18000. Сюда включено:
- покупка оборудования.
- закупка сырья и упаковки.
- оформление документов.
Добавьте еще ежемесячные расходы:
- аренда небольшого помещения 50 – 70 кв.м. – от $8 — $12 за 1 кв.м.
- налоги — $120
- коммунальные платежи
- зарплата менеджеру – от $200 в месяц + процент от продаж.
- транспортные затраты — $80
Сколько можно заработать? Все напрямую будет зависеть от рынков сбыта. Чтобы сориентировать вас в примерном показателе заработка мы будем рассчитывать расходы на изготовление 1 тонны гвоздей. Так себестоимость тонны гвоздей составляет – $520 – $650.
Продажная оптовая цена гвоздей в среднем составляет около $689 — $775. Давайте рассмотрим рентабельность. С одной тонны получить заработать – около $147.
Учитывая, что в месяц один работник может производить 20 тонн гвоздей, то суммарная прибыль за месяц составит около $2950. В среднем ежемесячные затраты будут забирать 45% от выручки, и чистая прибыль вашего мини цеха составит — $1600.
Таким образом, оборудование (станок LDN3) окупится за 13 месяцев, в случае покупки нового аппарата.
Возврат инвестиций можно ускорить за счет работы в собственном помещении и покупки б/у оборудования.
Выводы. Бизнес на производстве различного типа гвоздей – это выгонная ниша для открытия мини цеха, с небольшим стартовым капиталом. Главное – это найти токового менеджера, который сможет продать ваши изделия для оптовиков. Если эта задача будет решена, то можно смело масштабировать ваш бизнес.
Есть опыт работы в этом сегменте рынка? Ждем отзывов и рекомендаций от вас для читателей нашего сайта.
biznes-club.com
Производство гвоздей. Как делают гвозди.
Гвозди являются одними из наиболее популярнейших и древнейших продуктов металлопроката за всю его историю.
Первые гвозди по своей сути являлись кованными изделиями, на данный момент из-за изобретения проволоки, и огромного её распространения данная технология благополучно забыта. Нашёлся лучший и куда более лёгкий способ производства гвоздей, нежели обыкновенная ковка (да и кузнецов стало маловато).
Появление проволоки не только упростила, и удешевило способ производства гвоздей, но и позволило в значительной мере расширить ассортимент продукции.
Вслед за проволокой появились специальные гвоздильные автоматы, задача которых из проволоки делать гвозди.
Данные гвоздильные автоматы создают гвозди по принципу холодной ковки.
Рассматривая современный процесс создания гвоздей, стоит заметить, что для производства гвоздей подойдет не любой метал (мягкий метал не подходит, так как при вбитии молотком гвоздя он просто согнётся). Как правило, для этих целее используется низкоуглеродистая стальная проволока общего назначения (ГОСТ 3282-74), при этом данная проволока не должна быть обработанной термически.
Для создания такой проволоки используется четыре марки стали: Ст 1 КП, Ст 2 КП, Ст3 ПС, Ст 3 КП.
Для работы с проволочной бухтой гвоздильному автомату необходимо смотать проволоку с бухты, для этих целей используется специальное приспособление, что изображено на рисунке.

После того как проволока с бухты, пройдя через выпрямляющее устройство поступила на подающий механизм станка и начинается непосредственное создание гвоздя.
Скорость движения подающего механизма определяет длину гвоздя.
Проволока движется и попадает в область «кусачек», где происходит её «откусывание», после чего кусачки расходятся, и специальное ударное устройство ударяет по торцу проволоки, тем самым формируя шляпку будущего гвоздя.
После формирования шляпки и отхода ударного устройства, процесс повторяется. Так, один за одним, штампуются гвозди.
Формирование острого конца гвоздя (противоположного от шляпки) происходит на стадии откусывания. Кусачки станка выполнены таким образом, чтобы не только отсоединить часть проволоки, но и сформировать остриё. Согласно ГОСТу угол конусности острия должен быть не более 40 градусов.
Гвоздильные автоматы различных производителей могут отличаться друг от друга, но процесс создания гвоздя с их помощью остаётся прежним, простым и понятным.
Читайте так же:
Определение глубины прокладки канализационных труб
Правила хранения железнодорожных рельс
Наплавка, применение, виды наплавки
www.junona-2.ru