Производство межкомнатных дверей, основные правила и требования к процессу изготовления
Межкомнатные двери являются необходимой частью жилых, производственных и офисных помещений. При выборе дверных полотен и доборных элементов нужно знать, каким образом и по каким правилам они изготовлены, а также понимать преимущества и недостатки материалов, используемых при производстве дверей. Современные производители применяют высокотехнологичное оборудование, которое позволяет выпускать большое количество продукции высокого качества с различными видами покрытия и с современным дизайном.
Технология изготовления межкомнатных дверей
Двери служат для разделения различных функциональных частей помещения и обеспечения шумоизоляции, защиты от посторонних запахов и излишней влаги. Способы изготовления дверных полотен и доборных элементов зависят от материалов, используемых при производстве. Наиболее популярны двери, которые изготавливаются из деревянного массива или сборные на деревянном каркасе. Стеклянные вставки делают полотно частично проницаемым для света и визуально расширяют пространство комнат или коридоров.
Наиболее сложный и многозвенный технологический процесс происходит при изготовлении дверей с использованием деревянных элементов. Дело в том, что лесоматериал, который не прошёл полный цикл предварительной сушки и обработки, подвержен короблению и растрескиванию. Чтобы избежать потерь в качестве конечного продукта, необходимо уделить большое внимание предварительной подготовке древесины с использованием определённых технологических приёмов. Процесс изготовления межкомнатных дверей включает следующие этапы:
- Лесоматериал (кругляк) сосновых пород распиливается на заготовки с помощью ленточных пил с автоматической подачей брёвен.

Брёвна распиливаются на заготовки необходимой толщины
- Заготовки обрабатываются высокой температурой и паром в сушильных камерах, чтобы избежать неравномерного высыхания и коробления древесины. По окончании процесса сушки производится обязательный контроль влажности.
Сушка пиломатериала производится при воздействии пара и высокой температуры
- Высушенные заготовки раскраиваются на бруски технологического сечения и из них удаляются дефектные фрагменты (сколы, сучки, трещиноватые и гнилые участки), которые могут повлиять на качество дверного каркаса и полотна.
Из раскроенной на брус заготовки вырезаются дефектные участки
- Затем осуществляется сращивание заготовок с помощью шипов, клея и вертикального пресса в щит, из которого после высыхания и обрезки получают дверное полотно.
С помощью вертикального пресса получают щитовую заготовку дверного полотна
- После шлифовки полотно покрывается трёхслойным шпоном или МДФ-панелями с одним слоем шпона и помещают в пресс для склейки.
- На следующем этапе фрезерно-гравировальным станком вырезаются фигурные декорирующие элементы, филёнки или проёмы для остекления, а после сборки дверные полотна покрываются тремя слоями лака с промежуточной и окончательной шлифовкой.
При окончательной сборке монтируются филёнчатые элементы или остекление
- После заключительной просушки продукция упаковывается, при необходимости снабжается фурнитурой и отправляется потребителю.





Технологическая последовательность изготовления дверей может быть иной и это зависит от материала, оборудования и дизайна изделия. Например, для дорогих дверей из массива ценных пород дерева не характерно использование шпона и они изготавливаются с применением сложных станков с ЧПУ, а в бюджетных дверях часто используются вставки из гофрокартона и дешёвая плёнка для ламинирования.
Важно отметить, что в заводских условиях фурнитура на двери с симметричным декором обычно не устанавливается, поскольку при монтаже у потребителя изделие может открываться как в левую, так и в правую сторону, соответственно петли и ручки устанавливаются монтажниками по месту.
Видео: изготовление дверей из массива дерева
Правила и нормы производства межкомнатных дверей
Дверные блоки изготавливаются на оборудовании, которое размещается на значительных производственных площадях. К этим помещениям предъявляются определённые требования, как к промышленным объектам, в которые входят склады лесоматериалов, сушилки, обрабатывающий цех, лакокрасочный участок и склад готовой продукции. Каждый производственный участок обустраивается по правилам и нормам, в соответствии с техническими условиями для конкретной задачи. Основными требованиями к производственным помещениям по изготовлению дверей являются следующие критерии:
- наличие свободных подъездных путей;
- в зданиях должна быть обеспечена стабильная температура, влажность, естественное и искусственное освещение;
- должно быть обустроено электроснабжение, отопление, вентиляция, водоснабжение и канализация;
- помещения должны быть оборудованы пожарной сигнализацией, средствами пожаротушения и аварийными выходами;
- на рабочих местах необходимо обеспечение безопасных условий труда;
- лакокрасочные участки должны быть изолированы от остальных помещений и снабжены приточной вентиляцией.
Персонал обязан проходить профессиональную подготовку и обучение по нормам охраны труда, пожарной и электробезопасности, а также проходить внеплановый, повторный и первичный инструктаж на рабочем месте.

Производственное помещение должно быть оборудовано в соответствии со стандартами
Основной нормой для производственного процесса служит технологическая документация, которая опирается на Технические условия для производства ТУ 5361−001−58037723−2015 «МЕЖКОМНАТНЫЕ ДВЕРИ, ПЕРЕГОРОДКИ И ПОГОНАЖНЫЕ ИЗДЕЛИЯ К НИМ». В этом документе изложены требования по конструкции межкомнатных дверей, качеству материала и покрытия лицевой поверхности, а также экологические требования. В нормативах указан порядок приёмки готовой продукции, сертификации и установки гарантийного срока эксплуатации.
Для покупателя важно наличие сертификата, гарантийного срока и соответствия двери, коробки и доборных элементов требованиям технических условий, поскольку это подтверждает качество изделия, и позволяет рассчитывать на длительный срок эксплуатации.
Действующие ГОСТы по производству межкомнатных дверей
Технические характеристики дверей обусловливаются стандартами, которые задают общие технические условия или методы определения физических параметров и габаритов готовой продукции. Многие производители создают изделия по нестандартным размерам, но с неукоснительным соблюдением требований качества. Потребителю может быть интересен перечень регулирующих стандартов, по которым работают производители межкомнатных дверей, а именно:
- Общие требования к деревянным дверям с перечнем нормативных документов устанавливаются ГОСТ 6629–88, а требования к изделиям из дерева изложены в ГОСТ 475–78.
- Варианты конструкций межкомнатных дверей, их типы и размеры указаны в ГОСТ 24698–81.
- Требования к доборам, крепёжным элементам и петлям назначаются ГОСТ 538–88.
- Методы определения звукоизоляции, сопротивления теплопередаче и воздухопроницаемости регламентируются ГОСТ 26602.
- Определение плоскостности дверного полотна осуществляется по стандарту СТ СЭВ 4181–83.
- Методика испытания надёжности изложена в СТ СЭВ 3285–81.
- Сопротивление ударной нагрузке производится по методу, указанному в СТ СЭВ 4180–83.
В сопроводительных документах на готовую продукцию должно присутствовать условное обозначение дверных полотен, например, U05195 VERSAL pat. 1014 dec/oro полотно D3 91х 230 L, которое означает следующие параметры двери:
- артикул − U05195;
- торговое наименование определённой коллекции − VERSAL;
- тип отделки/цвет − pat. 1014 dec/oro;
- название изделия − полотно;
- модель изделия − D3;
- ширина и высота полотна − 91х230;
- вид открывания, левое − L.
Перед тем как заказать двери, необходимо тщательно измерить дверные проёмы, чтобы выбрать нужный типоразмер коробки, полотна и нужное количество доборных элементов. Для межкомнатных дверей существуют стандартные габариты проёмов с соответствующим обозначением по СНиП и такой подход облегчает выбор дверной коробки по таблице.
Таблица: соотношение размеров проёма с размерами дверного полотна
Существующие нормативные документы гарантируют высокий уровень качества продукции, стандартизацию по размерам и соблюдение экологических требований, кроме того, потребитель может определить соответствие, заявленных производителем свойств изделия, качественному и ценовому уровню.
Материал для изготовления межкомнатных дверей
В производстве межкомнатных дверей и перегородок используются современные материалы, которые отличаются экологической чистотой, прочностью, небольшим весом и долгим сроком эксплуатации. К ним относятся металлопластиковые и стеклянные двери, каркасом для которых служит алюминиевый профиль, а заполнителем — пластиковые панели или калёное триплексное стекло с матовым покрытием. Но традиционные двери с деревянным каркасом и вставками из стекла, МДФ-панелей и филёнчатых элементов занимают основную нишу на рынке. При изготовлении такой продукции используются следующие материалы:
- Очищенный от дефектов сосновый пиломатериал с влажностью не более 8%, сращиваемый в шип с помощью клеевого прессования.
- Древесно-стружечные плиты высокой плотности.
- Натуральный шпон из различных пород древесины толщиной 0,6 мм.
- Ламинирующая плёнка, имитирующая древесину ценных пород дерева.
Ламинирующая плёнка придаёт дверям текстуру натуральной древесины
- МДФ-панели различной толщины, используются для облицовки дверных полотен и создания филёнчатых элементов.
- Стекло матовое, триплексное или закалённое, используется для светорассеивающих и декоративных вставок в дверное полотно.
- Гофрокартон применяют в бюджетных вариантах, как звукоизолирующие вставки в полотно между брусьями каркаса.
Гофрокартон используется для утепления и шумоизоляции недорогих дверных полотен
- Восковые и водостойкие покрытия, колерующие составы и лаки.
- Клей типа «Клейберит 303.2», MERITIN КЛЕЙ D3 и другие, используется для промышленной склейки фрагментов полотен, дверных коробок и доборных элементов.


Производство недорогих дверей основывается на применении ДСП, ламинирующей плёнки, гофрокартона и МДФ, а в более дорогих изделиях используется массив дерева с фрезерованными элементами, филёнками и вставками из закалённого стекла.
Шестилетний опыт эксплуатации автором статьи шпонированных филёнчатых дверей показывает их значительную надёжность. Но в помещениях с высокой влажностью хотелось бы порекомендовать различные виды ламинированных дверей с дополнительным водостойким покрытием. Через четыре года службы в ванной комнате на внутреннем шпонированном полотне, несмотря на обработку жидким воском два раза в год, появились белёсые разводы и потёки от воздействия пара и конденсата. Возникла необходимость косметического ремонта, поэтому пришлось ошкуривать плоскость дверного полотна, обезжиривать растворителем, покрывать колерующим составом и водостойким лаком в два слоя. В меньшей степени появилась такая же проблема в прачечной комнате, а что касается остальных дверей, то незначительные повреждения шпона и царапины были устранены подклеиванием и обработкой твёрдым, колерованным воском различных оттенков. После такого мелкого ремонта полотна, коробки и доборы приобретают первозданный облик и служат более шести лет. В условиях дачной эксплуатации при летнем проживании покрытые водостойким лаком деревянные двери служат более восьми лет. При этом не происходит коробления и рассыхания в условиях перепадов температур и изменения влажности. Но нужно отметить, что наилучшим вариантом для дачного строительства являются металлопластиковые двери и коробки, которые не меняют свойств и сохраняют геометрию при переменчивых погодных условиях.
Оборудование для производства межкомнатных дверей
Наиболее затратным производством межкомнатных дверей, с точки зрения количества необходимого оборудования, является изготовление изделий из дерева. Фабричная продукция из металлопластика и стекла требует большой численности комплектующих и малого количества станков по раскрою каркасов и обработке стеклянных полотен. Переработка пиломатериалов более насыщена станками, прессами и иной оснасткой. Рассмотрим оборудование, которое применяется для производства деревянных дверей:
- Пилорамы и ленточные пилы, используемые для раскроя кругляка.
Пилорама позволяет получить из кругляка пиломатериал необходимой толщины
- Термокамеры с подачей пара для просушки пиломатериала.
Промышленные сушильные камеры позволяют довести пиломатериал до требуемого уровня влажности и избежать коробления заготовок
- Оборудование для производства шпона.
- Шипорезный станок для каркаса и дверного полотна.
Станок предназначен для нарезки шипов на деревянных заготовках
- Торцевые, термовакуумные и пневматические прессы для склейки элементов дверного полотна.
С помощью пневматического пресса производится склеивание дверного полотна
- Циркулярные пилы и форматно-раскроечные станки для распиловки заготовок по размерам.
- Копировально-фрезерные станки с программным управлением для декорирования дверных полотен.
С помощью фрезерных станков производятся фигурные и филёнчатые элементы
- Шлифовальные станки для промежуточной и финишной обработки продукции.
- Лакокрасочное оборудование.





Перечень производственного парка может быть расширен по причине применения различных технологических и дизайнерских решений в процессе производства межкомнатных дверей и комплектующих элементов, что положительно сказывается на потребительских свойствах конечной продукции.
Видео: производство межкомнатных дверей
https://youtube.com/watch?v=Z-vE_LnHJnw
Мы рассмотрели некоторые виды межкомнатных дверей, технологию производства, а также нормативные документы и требования, регламентирующие продукцию этого вида. Для правильного выбора дверей необходимо знать свойства покрытия и материала, из которого они изготовлены. Качественное оборудование и соблюдение технологии производства обеспечивает стойкость к внешним воздействиям и длительный срок эксплуатации изделий. Широкий выбор дизайнерских решений позволяет придать обитаемому помещению индивидуальный облик и неповторимый стиль.
legkovmeste.ru
Станок для изготовления дверей из дерева
Содержание статьи:
Оборудование для изготовления дверей должно соответствовать двум основным требованиям — скорость и точность обработки. Существует два варианта комплектации цеха — это современные станки с ЧПУ или старые, проверенные временем деревообрабатывающие агрегаты. А теперь рассмотрим подробнее оба варианта.
Оснащение цеха по производству дверей

пресс для производства дверей
Полный цикл изготовления дверей из массива, шпонированной фанеры или прессованной плиты выполняется на нескольких различных станках.
Рейсмус. Строгальный станок, обрабатывающий поверхность доски или бруса в размер. Изготавливая двери из дерева, невозможно обойтись без этого аппарата. Быстрее обработка проводится на двухсторонних рейсмусах, которые за один проход готовят верхнюю и нижнюю сторону дверного полотна.
Достаточно эффективным для среднего производства будет рейсмус с двигателем 2 — 5 кВт. Ширину захвата следует выбирать максимальную — 1350 см, также как толщину заготовки — до 16 см. Если планируется выпускать облененные изделия, достаточно оборудования среднего класса с небольшим рабочим столом.

фрезерный станок для производства дверей
Фрезерный станок. Здесь выполняется основная работа по подготовке деталей дверей к сборке, в том числе и мебельные соединения типа «шип-паз». Кромко-фрезерные аппараты выполняют радиусное фрезерование и выбирают фаски. Кромкооблицовочные устройства специально созданы для обработки криволинейных заготовок, например, сложных орнаментов на дверях. Максимальная функциональность у универсального фрезерного станка, который может работать под управлением числового программатора.
Прессы для сборки. Они применяются для изготовления деталей из массива и шпона: наклеивание накладок, сборка коробок дверей из отдельных деталей. Они могут быть ручными — для самых маленьких мастерских, пневматическими или гидравлическими. Применяется две технологии склеивания — горячая и холодная. Прессы различаются мощностью и размерами, которые должны удовлетворять потребностям цеха. Подбирая пресс, следует ориентироваться на максимальные размеры щита.
Для цехов средней производительности подойдут вакуумные прессы. Ручные прессы самые экономичные и простые в обслуживании, некоторые из них сдавливают пакет брусков сразу в двух плоскостях.
Циркулярные пилы. Используются для форматирования заготовок и распускания бруса. Полезны дисковые пилы и при раскрое прессованных плит на полотна.
Если планируется изготовление окрашенных изделий, следует позаботиться об оборудовании покрасочного цеха:
- компрессор;
- пневматический пистолет;
- хорошая вытяжка.
Станок с ЧПУ для производства дверей
станок для производства дверей с ЧПУ
Оборудование с числовым управлением выполняет работу очень быстро, благодаря удобному расположению элементов управления и пневматическим упорам. От оператора не требуется квалификация и специальные знания. Станки с ЧПУ обладают следующими свойствами:
- инструмент заменяется автоматически из набора из шести вариантов;
- обе стороны двери обрабатываются с максимальной точностью;
- некоторые опции запускаются с пульта управления фрезером;
- обрезная фреза работает со скоростью около 20 погонных метров в минуту;
- фигурная фреза работает со скоростью 15 метров в минуту;
- шпиндель разгоняется и останавливается за 4 секунды.
Станки с ЧПУ устанавливаются на прочную сварную раму, исключающую вибрацию. Позиционирование осуществляется по четырем осям, некоторые модели оснащают парой серводвигателей мощностью от 400 до 1500 Вт. Качественное оборудование одинаково аккуратно обрабатывает массив дерева и прессованную плиту. Для оптимальной работы требуется мощный шпиндель — не менее 5 кВт. Удобнее, если он имеет воздушную систему охлаждения. Более точное позиционирование обеспечивается шарико-винтовыми парами. Наиболее современные модели оснащаются лазерным сканером.
Заготовки фиксируются на рабочем поле пневматическими упорами и вакуумными присосками. Стандартная зона обработки для станка с ЧПУ по производству дверей 1400 х 2500 см. В зависимости от модели оборудование работает от сети 220 или 380 В.
Работа полностью автоматизированного оборудования для изготовления дверей:
stanokgid.ru
Станки для изготовления дверей из дерева в Москве
Компания «ТехЛесПром» специализируется на поставке производственного оборудования. В ассортименте представлены станки для изготовления межкомнатных дверей из дерева. Их производительность при односменной работе достигает 3 000 изделий и выше (за 20 дней). При этом они подходят для выпуска дверей, ширина которых может достигать 1 200 миллиметров, а высота — 2 200 мм.

Особенности станков для изготовления дверей
Оборудование, применяемое для производства деревянных дверей, может иметь различную степень производительности и автоматизации. Процесс изготовления разделен на несколько этапов:
- фрезерование и сверление вертикальных, а также горизонтальных царг;
- облицовка погонажных изделий;
- сверление сквозных и глухих отверстий. Также на данном этапе осуществляется выборка пазов в полотнах и коробках, которые впоследствии используются для установки фурнитуры;
- торцевание и сверление элементов коробок;
- сборка полотен и коробок;
- упаковка изделий в специальную термоусадочную пленку.
Модели станков для изготовления дверей из дерева
Рекомендуем обратить внимание на следующие модификации оборудования для производства межкомнатных дверей:
- MDK2130 CNC. Данный станок используется для сверления и фрезеровки вертикальных/горизонтальных дверных царг. Отличительная особенность модели — наличие ЧПУ. Это позволяет быстро выполнять фрезеровку профиля на торцах поперечин, сверление под шканты и другие операции.

| Технические характеристики | |
|
Максимальная рабочая ширина (мм) |
250 |
|
Рабочая толщина (мм) |
15-60 |
| Максимальная длина вертикальной царги (стоевой) (мм) |
2400 |
|
Минимальная длина вертикальной царги (мм) |
120 |
|
Диаметр фрезерного инструмента (мм) |
130-150 |
| Максимальная длина фрезеровки (мм) |
10-20 |
| Мощность двигателя на фрезерном узле (мм) |
2х5,5 |
| Кол-во оборотов (об/мин) |
9000 |
| Кол-во сверлильных шпинделей (шт) |
1 |
| Макс. глубина сверления (мм) |
65 |
| Масса станка (кг) | 3000 |
| Габариты горячего пресса (мм) |
4500х1800х1350 |
- FC2-400. Все операции на этом станке для межкомнатных дверей выполняются в автоматическом режиме. С его помощью можно оперативно произвести облицовку изделий натуральным шпоном, пленкой ПВХ, декоративной бумагой.
| Технические характеристики | |
|
Ширина облицовочного материала (мм) |
20-400 |
|
Толщина обрабатываемых заготовок (мм) |
2-90 |
|
Минимальная длина заготовки (мм) |
600 |
|
Скорость подачи (м/мин) |
2-25 |
|
Мощность подачи (КВт) |
1,1 |
|
Мощность подачи облицовочного материала (КВт) |
2х0,37 |
|
Мощность нагрева системы аппликации (КВт) |
6 |
| Мощность нагрева плавильного бака (КВт) |
4,75 |
| Мощность двигателя верхней щетки (КВт) |
0,25 |
| Мощность двигателя боковых щеток (КВт) |
2х0,12 |
| Габаритные размеры (мм) |
6060х800х2000 |
| Масса станка (кг) |
3500 |
- MDK 4120D. Данный современный дверной центр с ЧПУ используется для сверления сквозных/глухих отверстий, а также выборки пазов в полотнах и коробках. Он подходит для работы с изделиями, выполненными из МДФ, массива. Отличительная особенность данной модели центра — независимость шпинделей друг от друга и ЧПУ, что обеспечивает высокую точность обработки.

| Технические характеристики | |
| Максимальная длина обрабатываемой двери (мм) |
2400 |
| Ширина обрабатываемой двери (мм) |
600-1100 |
| Толщина обрабатываемой двери (мм) |
30-60 |
|
Количество шпинделей (шт) |
7 |
|
Частота вращения шпинделей (об/мин) |
12000 |
|
Диаметр хвостовика концевой фрезы для петель, ручек и личины замка (мм) |
12-13 |
|
Диаметр хвостовика концевой фрезы для обработки накладки замка и паза под личину (мм) |
15-16 |
|
Мощность шпинделя для петель (КВт) |
3х0,4 |
|
Мощность шпинделя для паза под тело замка (КВт) |
3,7 |
|
Мощность шпинделя для накладки замка (КВт) |
0,4 |
|
Мощность шпинделя для ручки и личины замка (КВт) |
2х1,5 |
| Габаритные размеры (мм) |
2540х2270х1620 |
| Масса станка (кг) |
1900 |
- MDK 252. Эта модель оборудования для производства межкомнатных дверей применяется для заусовки и сверления торцов деталей коробок, имеющих П-образную форму. Станок имеет три шпинделя с каждой из сторон, что исключает вероятность образования сколов на материале.

| Технические характеристики | |
| Длина заготовки (мм) |
600-2000 |
| Ширина заготовки (мм) |
80-500 |
| Максимальная толщина заготовки (мм) |
110 |
|
Диаметр пилы (мм) |
220-250 |
|
Диаметр сверел (мм) |
1-10 |
|
Мощность пильного узла (КВт) |
3,0 |
| Габаритные размеры (мм) |
4200х2100х1700 |
| Масса станка (кг) |
2000 |
- TA480. Данный станок для межкомнатных дверей используется для точной сборки коробок и полотен.

| Технические характеристики | |
| Максимальные размеры собираемого изделия (мм) |
1220х2400 |
| Мощность двигателя гидронасоса (КВт) |
2,2 |
| Диаметр гидроцилиндров (мм) |
50 |
| Кол-во верхних гидроцилиндров (шт) |
4 |
| Усилие прессования каждого гидроцилиндра (т) |
4 |
| Кол-во боковых гидроцилиндров (шт) |
2 |
| Усилие прессования пневмоцилиндров (МПа) |
0,8 |
| Габариты (мм) |
3230х1900х1620 |
| Масса (кг) |
1300 |
- TS-900. Эта современная линия предназначена для упаковки готовой продукции в полиэтиленовую пленку, имеющую толщину от 60 до 90 мкм.

| Технические характеристики | |
| Производительность (уп/мин) |
до 2 |
| Ширина окна термотоннеля (мм) |
900 |
| Ширина конвейера термотоннеля (мм) |
850 |
| Упаковочный материал |
полиэтилен ГОСТ 25951-83 |
| Толщина упаковочного материала (мкм) |
60-90 |
| Диапазон регулировки температуры (C) |
20-250 |
| Маскимальная мощность (кВт) |
25 |
| Габариты (мм) |
10000х1400х1620 |
| Масса (кг) |
350 |
- MDZ565. Устройство применяется для склейки двух реек в наличник (то есть для изготовления Г-образного профиля), а также их последующего фрезерования в автоматическом режиме.
| Технические характеристики | |
| Толщина панели (мм) |
8-20 |
| Ширина панели (мм) |
50-100 |
| Длина панели (мм) |
900-2400 |
| Толщина ремня (мм) |
3-5 (10 — опционально) |
| Мин. расстояние между панелями (мм) |
400 |
| Скорость подачи (м/мин) |
24 |
| Давление в пневмосистеме (МПа) |
0,6 |
| Габариты (мм) |
11500х1350х1650 |
| Масса (кг) |
2300 |
Клиенты из Москвы и других городов смогут купить мощное и надежное оборудование для производства межкомнатных дверей, а также узнать цену на станки, связавшись со специалистом «ТехЛесПром» по телефону.
www.v-hold.ru
Все этапы изготовления дверей из МДФ
Среди всех межкомнатных перегородок и дверей, пользуются спросом те конструкции, которые удовлетворяют потребителя по всем критериям:
- Эстетическая составляющая.
- Тепло и звукоизоляция.
- Долговечность продукта.
- Соотношение цены и качества.
На ряду с моделями из массива, развито производство дверей из МДФ, которые не уступают всем вышеперечисленным требованиям. Как происходит данный процесс на производстве? Рассмотрим более подробно.
МДФ плиты
Технология изготовления дверей из МДФ подразумевает несколько этапов, которые начинаются именно с производства плит:
- Бревна проходят обработку и измельчаются до щипкового состояния.
- Дальше путь щепы лежит через конвейер, этапы промывки и очистки, а также структирования и прогрева паром.
- В рафинере щепа измельчается до волокнистой структуры.
- Волокно смешивают со специальными смолами и вяжущими веществами.
- Происходит этап просушки и откачки лишнего воздуха из плиты.
- В формах волокно распределяется при помощи роликов по поверхности.
- Происходит предварительная прессовка плиты и плита попадает в прессовочный станок, откуда материал МДФ выходит в виде беспрерывной ленты.
- После разделения ленты на плиты, они остывают 30 минут и подвергаются шлифованию, до придания товару оконченного результата.
Готовый продукт предназначен для изготовления разнообразных мебельных конструкций, а также производства дверей мдф, видео о чем, можно увидеть ниже.
Дверные конструкции из МДФ и процесс изготовления
Изготовление дверей из МДФ – процесс простой, но требует особой внимательности, навыков и наличие оборудования. В чем заключается технология производства дверей из МДФ и как это выглядит на деле:
- Выполняется каркас из брусков, предпочтительно хвойных пород древесины.
- Пространство между брусками заполняют композитными материалами, что создает известное сотовое заполнение.
- Наполнитель крепится к каркасу при помощи скоб, и изделие отправляется на конвейер для дальнейшей оклейки сот панелями МДФ.
- Если технология изготовления межкомнатных дверей из МДФ предусматривает наличие остекления, то на специальных станках прорезаются отверстия для вставок.
- Далее полотно подвергается шлифованию, включая прорези и нанесенные рисунки.
- На усмотрение клиента, а также по технологии изготовления межкомнатных дверей в конкретном случае, на поверхность наносится шпон, ламинат или лакокрасочный материал.
Вся технология изготовления межкомнатных дверей из МДФ и массива, представлена на видео.
Разные виды отделки
Изготовление межкомнатных дверей из МДФ можно назвать искусством, так как возможности безграничны. Среди всех известных видов декора и отделки, можно выделить:
- Покраска и нанесение лака – наиболее дешевый вид декорирования. Которые оставляет возможность за клиентом в любое время сменить цвет полотна новыми оттенками.
- Ламинирование поверхности – технология производства дверей мдф, которая подразумевает более сложный вид отделки. Полотно покрывается специальным клеем. Далее вся поверхность покрывается пленкой с выбранным принтом и на несколько минут отправляется в печь и под пресс. Остатки пленки удаляются, и получается красивая поверхность желаемого цвета и структуры.
- Шпонирование – специальная технология производства дверей из МДФ с использование натуральной древесины (шпона) в качестве декора. Тонкая лента дорогих пород леса наклеивается на бумагу для большей эластичности, а затем наносится на дверное полотно. Следующим этапом является нанесение грунтовки, шлифование и покрытие изделия краской и лаком минимум в 3 слоя.
Если производство дверей из МДФ подразумевает стеклянные и резные витражные вставки, то это является последним этапом работ. Стекло может быть одинарным, резным, с промежуточными вставками, дорогой триплекс и прочие виды вставок. Цена на вставку триплекса диктует конечную стоимость двери, так как в данном случае технология производства дверей мдф усложняется процессом выпечки стекла и создания вакуума между поверхностями.
Итог
Прочитав все вышеперечисленные этапы производства, можно сделать вывод:
- Технология производства дверей из МДФ не сложнее стандартного процесса за исключением применения отдельных видов станков и ЧПУ для нарезки рисунка.
- В результате получается красивое полотно разнообразной структуры и формы.
- Отделка возможна на любой кошелек.
- Плюсом является полный набор полотна, уплотнителя и дверной коробки, что сокращает затраты на монтаж.
stankiwse.ru
Оборудование и технология производства межкомнатных дверей
Межкомнатные дверные системы – обязательный предмет интерьера, предназначенный не только для разграничения пространства, но и для изоляции помещения от шума, запахов и т.д. Естественно, качественные конструкции стоят немало и это неудивительно, ведь производство межкомнатных дверей этого уровня – сложный технологический процесс.
Конечно, производственный цикл стеклянных, деревянных, алюминиевых дверей и изделий из ПВХ принципиально разнится между собой. Есть отличия и в процессе изготовления раздвижных и распашных систем, стандартных и нестандартных конструкций. Все эти моменты учитывают фабрики, производящие межкомнатные дверные системы.
Разнообразие выпускаемой продукции
Перед тем, как приобрести оборудование для производства межкомнатных дверей, специалисты фабрики анализируют рыночный сегмент, изучают спрос на продукцию и лишь только потом принимают взвешенное решение о целесообразности выпуска изделий определенного вида.
 На сегодняшний день в основном производители межкомнатных дверей специализируются на выпуске деревянных конструкций следующих типов:
На сегодняшний день в основном производители межкомнатных дверей специализируются на выпуске деревянных конструкций следующих типов:
- Шпонированных.
Технология производства межкомнатных дверей этого вида предусматривает облицовку деревянного каркаса пленкой из ценных пород древесины, к примеру, дуба (толщина пленки, как правило, составляет 1 мм). По внешнему виду такие изделия и не отличишь от дверных систем, сделанных их массива. Однако у шпонированных дверей есть небольшой недостаток – они очень капризны в эксплуатации и при ненадлежащем уходе уже очень скоро такие изделия будут нуждаться в реставрации. Все эти нюансы учитывает завод-изготовитель. Так, давая гарантию на свою продукцию, производитель должен иметь небольшой запас шпона, подходящего к проданным дверям, чтобы при необходимости устранить повреждения шпонированных раздвижных или распашных конструкций. - Изделий из массива.
Для изготовления таких дверных систем может использоваться древесина дуба, сосны и т.д. Возможно мозаичное сращивание брусков массива из разных пород древесины, к примеру, дуба и бука или других. Производство дверей из массива – сложный процесс, требующий немало времени, а также трудовых и интеллектуальных вложений. - Ламинированных.
Производство ламинированных дверей включает в себя изготовление деревянного каркаса (как правило, его делают из хвойных пород древесины) и покрытие такой основы бумажной или пластиковой пленкой. Нанесение ламинированного покрытия осуществляется методом напрессовывания. Благодаря огромному многообразию текстуры и цветовой гаммы ламинированные дверные системы российского и иностранного производства отличаются богатым ассортиментом. В большинстве случаев стоимость этой продукции зависит от нанесенного покрытия.

Состав филенчатой двери.
Кроме того, современные фабрики выпускают филенчатые и щитовые изделия. Для филенчатых систем характерно наличие стеклянных вставок и филенки, которая представляет собой своего рода щиток. Сложность изготовления такой конструкции объясняется необходимостью использования специального оборудования, которое работает одновременно с деревянными и стеклянными элементами.
Что же касается щитовых изделий, они сделаны из щита, который облицован сверху фанерой либо пластиком. Из-за отсутствия стеклянных вставок такие конструкции принято считать универсальными: дверные системы могут использоваться как входные или же для разграничения пространства между помещениями. Производство деревянных дверей этого типа не сложно, возможно, этим и объясняется столь большой ассортимент щитовых изделий.
Специфика изготовления продукции
Не секрет, что производство пластиковых дверей, деревянных или стеклянных изделий (неважно раздвижных или распашных) начинается с подготовки сырья. Поэтому каждый завод, специализирующийся на выпуске деревянных дверных систем, разработал свои внутренние стандарты, разделяющие весь используемый материл по качеству.
Дело в том, что для выпуска качественного продукта не каждая доска может использоваться. Поэтому такая дифференциация позволяет разграничить высококачественную древесину и низкокачественное сырье.
В списке оборудования, которое использует завод-изготовитель при выпуске распашных и раздвижных систем, стандартных и нестандартных решений, значится следующее:
- пилорама;
- сушильная камера;
- шипорезный станок;
- прессы;
- форматно-раскроечный станок;
- фрезерный станок и т.д.
Такой список может пополняться дополнительным оборудованием в зависимости от типа покрытия или наличия вставок и декоративных украшений. Так, к примеру, для выпуска шпонированных дверей понадобится одно оборудование, а для выполнения стеклянных вставок – другое.
При этом сложно сказать, какой именно производственный этап самый важный. Все они равноценны! Так, к примеру, если не досушить до конца древесину, используемую для изготовления стандартных или нестандартных конструкций, двери покосятся, приобретут ужасный вид и перестанут функционировать надлежащим образом.
Естественно, такое положение дел вызовет недовольство у покупателей. Или, например, если во время вырезки стеклянных вставок допустить ошибку (сделать вставку меньшую по размерам на пару миллиметров), стекло будет постоянно дребезжать: это, по сути, производственный брак. Как результат, недовольный покупатель и потеря доверия к продукции производителя.
Таким образом, любая даже самая незначительная ошибка в производстве раздвижных и распашных межкомнатных систем может дорого обойтись заводу-изготовителю. Поэтому дорожащие своим имиджем фабрики контролируют каждый технологический процесс.
votdver.ru
Производство межкомнатных дверей: пошаговый бизнес план
Свой бизнес можно запустить в любой сфере, однако именно производственные притягивают особое внимание тех, кто пришел на рынок надолго. В том числе и в такие прикладные сферы, как производство межкомнатных дверей.
Да, в периоды экономической турбулентности такие сферы не дают сверхдоходов, но и голод вам однозначно грозить не будет. При условии, конечно, что у вас есть правильно составленный бизнес-план.
Вот о составлении проекта предприятия в категории «межкомнатные двери, производство» мы сегодня и поговорим.
Производство межкомнатных дверей: обзор рынка
Прежде чем запускать проект в любой сфере, первым делом стоит проанализировать рынок – стоит ли туда вообще идти. А если речь идет про двери межкомнатные, производство которых демонстрирует противоречивую динамику, то тут требуется особая внимательность.
Дело в том, что межкомнатные двери – это не продукт первой необходимости, потому в периоды экономического спада многие отказываются от обновления «дверного состава» своей квартиры до лучших времен. Потому рынок может показывать спад.
Однако общему тренду противоречит luxury-сегмент, который наоборот показывает подъем. Дело в том, что богатые люди есть всегда, как бы плохо основная масса населения ни жила (а она и сейчас, будем откровенны, живет не так уж и плохо).
Но это все были общие размышления. Тут нужна конкретика. А конкретика такова, что растет рынок или падает – сказать не может даже Росстат. Дело в том, что никто не ведет точных подсчетов дверных продаж.
Все двери, как входные, так и межкомнатные, считают в категориях «Обработка древесины и производство изделий из дерева», а также «ремонтные работы» (стоимость и установка межкомнатных дверей входит в общую стоимость).
Еще одна сложность – разные двери считают в разных категориях.
Так, деревянные двери идут отдельно от дверей металлических или пластиковых. И тут у всех счетоводов может случиться кризис сознания, ведь в наше время чисто деревянные или чисто пластиковые двери встречаются крайне редко.
Даже понятие такое ввели как «металлопластиковые двери и окна». В теории, их должны считать отдельно, но не считают…
Потому приходится смотреть на более общие показатели, такие как строительные услуги или деревообработка.
Общие данные по рынку
Согласно открытым статданным получается, что рынок строительных услуг растет, но количество ремонтных работ в целом сокращается (если не учитывать подготовку к Чемпионату мира по футболу – это искажает общие показатели). Особенно если смотреть в денежном выражении.
Россияне стали экономнее, но от дверей не отказались. Просто стали более придирчивыми. Сложности добавляет и то, что итоговых подсчетов за 2016 год все еще нет. Только более старые данные.

Они нам говорят, что рынок этот очень инертный. То есть, подвержен резким подъемам и падениям. Впрочем, по данным игроков рынка, производство межкомнатных дверей постоянно растет. Меняются лишь темпы роста.
Если в средине 2000-х годов прирост составлял по 30-40% в год, то теперь и 5% считается удачным показателем.
Показатели продаж
Если с показателями производства дверей в Российской федерации есть неточности, то по части объемов продаж все несколько проще.
По данным на конец 2015 года в России было около 500 предприятий, занимающихся продажей межкомнатных дверей. Из этих 500 около 50%
biznesprost.com
Какое потребуется оборудование для производства стальных дверей
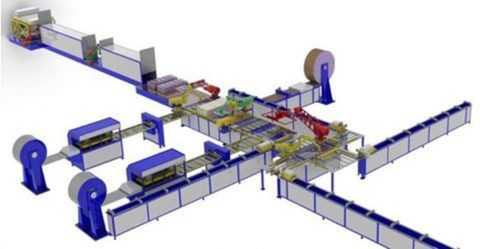
Автоматическая линия по изготовлению металлических дверей
Чтобы обеспечить дому действительную крепость, необходимо вход в него преградить надежными металлическими дверями, которые защитят от непрошеных гостей, шума с улицы и холодных ветров. Входные металлические двери — стандартное требование, предъявляемое сегодня каждым обывателем собственного жилища. Какое оборудование для производства стальных дверей используется при их изготовлении, подскажет статья.
Способы изготовления металлических дверей
При изготовлении металлических дверей, прежде всего, определяется технология их производства. Это задает скорость процесса, конструктивные особенности изделия, точность подгонки деталей и качество конструкции.
Производство дверей может выполняться тремя способами:
| Способ изготовления металлической двери | Особенности процесса |
Кустарный | При таком методе используется ручной труд с минимальным применением оборудования. Недостатки подхода:
Главным достоинством метода является возможность изготовления двери по сложным специальным проектам. |
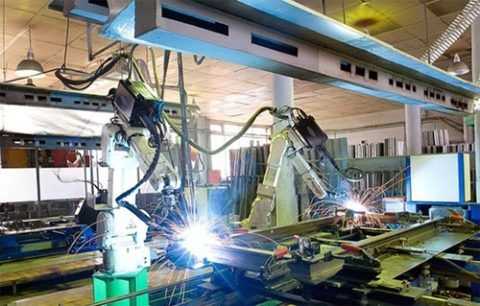
На автоматической линии | Изделия изготавливаются полностью автоматизированным способом с использованием робототехники. Это позволяет свести к минимуму затраты при производстве металлических дверей, и обеспечивает максимальное качество готового изделия. На автоматизированной линии можно получать до 600 готовых дверей в день. Недостатки процесса:
|
Полуавтоматический или комбинированный | При совмещении ручного и автоматического труда предусматривается применение полуавтоматических линий, с выполнением некоторых работ вручную. Таким образом, можно получить изделие с большим качеством, чем у аналога, произведенного кустарным методом, но такой вариант уступает автоматическому изготовлению металлических дверей по скорости, и точности получаемых конструкций. В день можно изготовить до 20 дверей. |


Основные этапы производства
Каким бы методом не изготавливались двери, процесс производства состоит из таких обязательных этапов как:
- Подготовка материалов;
- Сборка каркаса;
- Сварка конструкции;
- Установка замков;
- Монтаж фурнитуры и элементов защиты;
- Заполнение пространства внутри конструкции;
- Обшивка и покраска дверей.
Материалы для изготовления
Металлические двери могут изготавливаться из профильных сортовых материалов: уголков, труб прямоугольного сечения или гнутых профилей. В последнем случае, из листов металлопроката формируются определенные профили. При этом толщина листа не должна превышать 2 мм.
Совет: Не стоит использовать большую толщину листа. В этом случае, очень тяжелые двери сложно открывать/закрывать, быстро будут изнашиваться петли, из-за высокой нагрузки на них.
Необходимая фурнитура и элементы защиты:
- Петли: скрытые или навесные (см. Петли для металлических дверей — нюансы выбора). Для дверей массой до 70 кг достаточно двух петель. Бронированные конструкции лучше крепить на 4 петли.
- Накладки на замки из прочного металла толщиной от 1,5 до 4,5 мм, устанавливаемые на замки цилиндрового и сувальдного типов. Эти элементы защищают замки от высверливания. Бронированные накладки могут быть накладными, врезными, магнитными, классическими.
- Штыри против взломов. Эти небольшие устройства располагаются на дверных полотнах и входят в отверстия рамы при закрывании дверей.
- Глазки любого типа.
- Сигнализация, которая может быть автономной, пультовой.
После ознакомления со всеми элементами конструкции металлических дверей, можно решить, какое оборудование потребуется для их изготовления.
Оборудование для получения заготовок
Прежде чем использовать металл для изготовления дверей, необходимо:
- Отсортировать его;
- Проверить маркировку;
- Определить наличие деформаций;
- Удалить коррозию и окалину.
Далее выполняется раскрой листового металла. Для этого, кернером и чертилкой на листе наносятся размеры деталей (можно использовать шаблоны).

Инструменты для разметки
Для резки металлопроката используются:
- Гильотинные ножницы, пилы, прессы;
- Стационарные станки с ручными резаками или газовой резкой;
- Лазерная, плазм
sdelaidver.com