Нетканые материалы — спанбонд
Нетканые материалы — спанбондОборудование для производства нетканых материалов
Мы являемся поставщиком из КНР оборудования для производства нетканых материалов от профессионального китайского производителя «YINGYANG», а также ряда других производственных компаний.
Высококачественное оборудование для производства нетканых материалов имеет большой спрос на рынках Китая, России, Франции, Германии, Индии, Японии, Кореи, США, Саудовской Аравии, Австралии и других стран.
Поставляемое нами оборудование предназначено для производства ковров, геотекстиля, синтетической кожи, термо-скрепленной набивки, спанбонда и других видов нетканых материалов.
Автоматизированная линия для производства спанбонда
Спанбондом называют нетканый материал, получаемый из расплавленного полимерного сырья фильерным методом.
В качестве сырья обычно используют полипропилен РР, полиэтилентерефталат (полиэстер/полиэфир/лавсан) РET, полиамид и др.
Наиболее часто для производства «спанбонда» используется полипропилен, поскольку он позволяет получать наиболее плотное распределение волокон в холсте и обеспечивает высокую выработку волокон в перерасчёте на килограмм сырья.
Расплавленный полимер выдавливается через фильеры в виде тонких непрерывных нитей, которые затем вытягиваются в воздушном потоке и, укладываются на движущийся транспортёр, образуют текстильное полотно. Нити на сформированном полотне впоследствии скрепляются иглопрокалыанием, термообработкой или другим способом.
Процесс формирования холста включает следующие основные этапы:
- Подготовка и подача полимерного сырья к плавильному устройству
- Плавление полимера и фильтрация расплава
- Подача расплава на фильерный комплект
- Формирование волокон
- Аэродинамическая вытяжка и охлаждение волокон воздухом
- Укладка волокна на транспортёр для формирования холста
- Каландрирование и намотка материала
Общий вид линии для производства спанбонда IPONE-2400
Технические характеристики линии для производства спанбонда IPONE-2400
- Ширина готового материала — 2400 мм
- Диапазон поверхностной плотности материала- 9.
 ..80 г/кв.м
..80 г/кв.м - Расход сырья — 600 кг/ч (при ширине материала 2,4 м и поверхностной плотности 40 г/кв.м)
- Производительность — 10…400 м/мин
- Тонина волокна — ≥ 1,8 den
- Установленная электрическая мощность — 850 кВт
- Фактическая потребляемая электрическая мощность — около 500 кВт
 ..80 г/кв.м
..80 г/кв.мАвтоматизированные линии для производства нетканых полотен
YYL-ZH Производственная линия для изготовления подклдадки для синтетической кожи.
Используется для производства подкладки для синтетической кожи с помощью способа мультипробития иглами в противоположных направлениях для более сильного укрепления волокнистого материала. Получаемый нетканый материал полностью готов для химической обработки.
Основные технические характеристики:
Ширина волокнистого полотна — до 3200 мм (более 3200 — по индивидуальному заказу)
Поверхностная плотность материала — 80.
 ..450 г/кв.м
..450 г/кв.мYYL-NS Производственная линия для изготовления нетканого материала для автомобильной промышленности
Предназначена для производства напольных и потолочных покрытий, используемых в производстве автомобильного транспорта.
Основные технические характеристики:
Ширина волокнистого полотна — до 5000 мм (более 5000 — по индивидуальному заказу)
Поверхностная плотность материала — 80…450 г/кв.м
ИГЛОПРОБИВНЫЕ МАШИНЫ
Иглопробивная машина YYZ
Иглопробивная машина YYZ используется для упрочнения волокнистого полотна и финишной обработки поверхности, нанесения узора и создания на поверхности «велюрового» эффекта.
На машине установлена технология контроля частоты пробивания и скорости подачи волокнистого материала в зависимости от требований технологического процесса.
 Все машины оснащаются PLC и сенсорным контролем и имеют удобное управление
Все машины оснащаются PLC и сенсорным контролем и имеют удобное управлениеИспользуется для укрепления и финиширования поверхности нетканого материала.
Основные технические характеристики :
Рабочая ширина — 2200 … 8000 мм
Плотность игл — 5000…8000 ед./кв.м (2 доски)
Шаг иглы — 25…50 мм
Скорость работы — 800….1200 удар/мин
Тип игольницы — два привода, две игольницы.
Иглопробивная машина YYGZ-IV
Используется для укрепления и финиширования поверхности нетканого материала
Основные технические характеристики
:
Рабочая ширина — 2200 … 8000 мм
Плотность игл — 5000…8000 ед./кв.м (2 доски)
Шаг иглы — 25…50 мм
Скорость работы — 800….1200 удар/мин
Тип игольницы — два привода, две игольницы, (сверху/снизу
Наше предприятие выполняет поставку следующих моделей иглопробивных машин:
YYGZ-I, YYGZ-II, YYGZ-III,YYGZ-V (модификации)
YYZS — производство покрытий и нетканого геотекстиля
YYTH -производство покрытий с многоцветным орнаментом и объемных по структуре
YYTW — производство волоконных нетканых покрытий ребристой структуры
YYQR — производство нетканых покрытий с эффектом «велюра» на поверхности
Каталог продукции фирмы
Наша компания также осуществляет поставку следующих автоматизированных линий для производства нетканого полотна:
- YYL-ZT — Автоматизированная линия для производства геотекстиля
- YYL-YZ — Автоматизированная линия для производства настила для укладки под асфальтовое покрытие
- YYL-GL — Автоматизированная линия для производства фильтровального войлока
- YYL-TG — Автоматизированная линия для производства геосинтетической глиняной подкладки
- YYL-MB — Автоматизированная линия для производства технических салфеток
- Композитная лииния по производству геомембраны
- Линия по производству спанбонда и мелтблауна
- Линия по производству одеял
НАПИШИТЕ НАМ
Телефон
Сообщение
Оборудование для производства нетканого материала спанлейс
Главная \ Оборудование \ Оборудование для производства нетканого материала спанлейс
Спанлейс — нетканый материал,который получается путем переплетения волокон холста водяными струями высокого давления. Преимуществом данного метода является отсутствие клеевых химических реагентов, что обеспечивает высокую экологичность процесса. Полученный мягкий безворсовый материал обладает высокой впитываемостью и наиболее подходит для использования при изготовлении влажных салфеток и во многих областях косметологии, а так же медицины.
Преимуществом данного метода является отсутствие клеевых химических реагентов, что обеспечивает высокую экологичность процесса. Полученный мягкий безворсовый материал обладает высокой впитываемостью и наиболее подходит для использования при изготовлении влажных салфеток и во многих областях косметологии, а так же медицины.
Состав
Спанлейс изготавливается путем соединения следующих компонентов:
- полипропилен;
- полиэфир;
- хлопок;
- вискоза;
- целлюлоза.
Состав отличается в зависимости от назначения и ожидаемых свойств готового продукта. Может использоваться один вид сырья или несколько. К примеру, вискоза зачастую комбинируется с полиэфиром, полипропиленом или хлопком.
Система открытия и смешивания
1 | Устройство для открывания тюков | 3 |
|
2 | Устройство предварительного вскрытия | 1 |
|
3 | Устройство автоматического увлажнения | 1 |
|
4 | Большой блендер (50 м³) | 1 |
|
5 | Шкаф коллектора | 1 |
|
6 | Открывалка для мелких вещей | 1 |
|
Система подачи и кардочесания и система формирования полотна
7 | Детектор металла и искры (производство Китай) | 2 |
|
8 | Входной коллектор кабинет | 2 |
|
9 | Пневматический питатель | 2 |
|
10 | РЕНТГЕНОВСКИЙ Сканер | 2 |
|
11 | Высокоскоростная кардочесальная машина с двойным цилиндром и двойным съемником | 2 |
|
12 | Комбинированная решетка | 1 |
|
13 | Кромкорез | 1 |
|
Спанлейс система
14 | 3-барабанная прядильная машина (с 7 инжекторами) + 2 платформы | 1 |
|
15 | Стиральная машина для полос | 1 |
|
16 | Картридж стиральная машина | 1 |
|
Система водоподготовки
17 | 8 комплектов насосов высокого давления (1 запасной), стабилизатора, фильтровальных трубок Police, 1 комплект
насос среднего давления, 1 комплект трубы подачи воды низкого давления и клапан. | 1 | ≤120БАР |
18 | 2 комплекта сепараторов воды и воздуха высокого давления 12000 Па | 1 | 12000 Па |
19 | 1 комплект труб для рециркуляции воды | 1 |
|
20 | 1 компл. — Система фильтрации воздуха с поплавком и дозирующее устройство (200T) 3 компл. — Системы фильтрации песка и система автоматической обратной промывки Система рукавной фильтрации, Система металлической фильтрации (три группы, одна группа — металлическая фильтрация и две группы — рукавная фильтрация) Резервуар для воды (емкость: 20 тонн) и контроль уровня | 1 |
|

Система сушки и намотки
21 | Отжимная машина | 1 |
|
22 | Сушилка с вращающимся экраном | 1 |
|
23 | Автоматическая намотка | 1 |
|
24 | Автономный резак | 1 |
|
Другие
25 | Система фильтрации пыли и трубопровод | 1 |
|
26 | Система автоматического управления PLC (Siemens) | 1 |
|
Комплектация линии может быть изменена согласно Вашему техническому заданию
Напишите нам запрос на необходимое Вам оборудование и мы предоставим подробное коммерческое предложение.
С 2021 года возможно приобретение оборудования по программе лизинг. Получить подробную информацию об условиях действующих программ лизинга, Вы можете у наших специалистов.
+ 7 953 066 2669
Способ производства нетканых материалов, в частности мягких, стойких и с привлекательным внешним видом
Настоящее изобретение относится к способу и оборудованию для изготовления нетканого материала. Способ изготовления нетканого материала из однослойного или многослойного листа нетканого материала, посредством обработки указанного листа на этапах гидротиснения и термотиснения, при этом указанные этапы тиснения применяют в любом порядке. Кроме этого, указанные два различных этапа тиснения осуществляют на указанном листе нетканого материала на разных предназначенных участках. Технический результат заявленного изобретения заключается в получении изделия на основе нетканого материала, которое обладает оптимальными характеристиками мягкости и устойчивости при использовании. 5 н. и 28 з. п. ф-лы, 7 ил.
п. ф-лы, 7 ил.
Настоящее изобретение касается способа и оборудования для изготовления нетканого материала, обладающего оптимальными характеристиками мягкости и стойкости, а также визуально привлекательного. В частности, изобретение касается способа и оборудования для изготовления нетканых материалов из пряденых волокон (нетканых материалов, сплетенных гидравлическим способом) и нетканых материалов, полученных с их помощью.
Изделия на основе нетканого материала, обладающие различными характеристиками, пригодными для определенных целей, известны в течение долгого времени. Например, известны изделия, в частности, на основе мягкого нетканого материала для использования в области личной гигиены, такие как увлажненные салфетки. Другими изделиями из нетканых материалов являются либо сухие, либо пропитанные веществами с различными свойствами материалы, которые обладают особенной стойкостью для использования в области домашней уборки или на промышленном уровне.
Изделия, в настоящее время доступные на рынке, отличаются друг от друга специфическими свойствами, получаемыми благодаря различным структурам и осуществлению обработки для соответствия различным требованиям использования.
Технической задачей, лежащей в основе настоящего изобретения, является получение способа изготовления изделия на основе нетканого материала, которое обладает оптимальными характеристиками мягкости и в то же время оптимальными характеристиками стойкости для использования и в области личной гигиены, и в области домашней уборки.
Эта задача решена при помощи способа изготовления нетканого материала, заявленного в независимом пункте, приложенном ниже.
Другой технической задачей, которая была решена в соответствии с настоящим изобретением, является получение способа и установки для изготовления нетканых материалов, таких как описанные выше, содержащих знаки и/или рисунки, напечатанные на них надежным и быстрым образом, для получения процесса печати, обеспечивающего рентабельную производительность.
Эта задача решена при помощи способа и производственной установки, как заявлено в прилагаемой здесь ниже формуле изобретения.
Другие характеристики и преимущества настоящего изобретения будут лучше поняты из приведенного ниже описания некоторых вариантов осуществления изобретения, которые даны как не вносящие ограничений примеры со ссылками на чертежи, на которых:
фиг. 1 — схематический вид производственной линии для нетканого материала, соответствующей настоящему изобретению;
1 — схематический вид производственной линии для нетканого материала, соответствующей настоящему изобретению;
фиг.2 — схематический вид производственной линии, показанной на фиг.1, соответствующей первому варианту осуществления изобретения;
фиг.3А — схематический вид производственной линии, показанной на фиг.1, соответствующей второму варианту осуществления изобретения;
фиг.3B — схематический вид сверху опорной части для нетканого материала с чувствительными элементами для выравнивания;
фиг.4 — схематический вид производственной линии, показанной на фиг.1, соответствующей третьему варианту осуществления изобретения;
фиг.5 — схематический вид производственной линии, показанной на фиг.1, соответствующей четвертому варианту осуществления изобретения;
фиг.6 — блок-схема блока управления и команд для производственной линии, соответствующей изобретению.
Таким образом, первым объектом настоящего изобретения является получение способа изготовления нетканого материала, пригодного для придания ему мягкости/ворсистости, а также характеристик стойкости.
Вторым объектом является получение оборудования для производства нетканого материала, обладающего указанными характеристиками.
Третьим объектом является получение нетканого материала, обладающего указанными характеристиками мягкости/ворсистости, а также стойкостью для использования в качестве изделия для личной гигиены и домашней уборки.
Неожиданно было обнаружено, что для решения указанной выше технической задачи нетканый материал может быть подвергнут обработке, содержащей обработку способом гидротиснения и обработку способом термотиснения, другими словами, нетканый материал обрабатывают посредством тиснения согласно двум различным способам, известным в данной области.
В частности, обработка способом гидротиснения позволяет получать изделие, обладающее оптимальными характеристиками мягкости. Кроме того, нетканый материал, обработанный посредством этой технологии, одновременно обеспечивает создание рисунков и/или знаков также рельефно, с визуальным эффектом тонкого затенения, таким образом, с созданием ощущения мягкости как для глаз, так и на ощупь, и обеспечивает ощущение «глубины», а не «перспективы».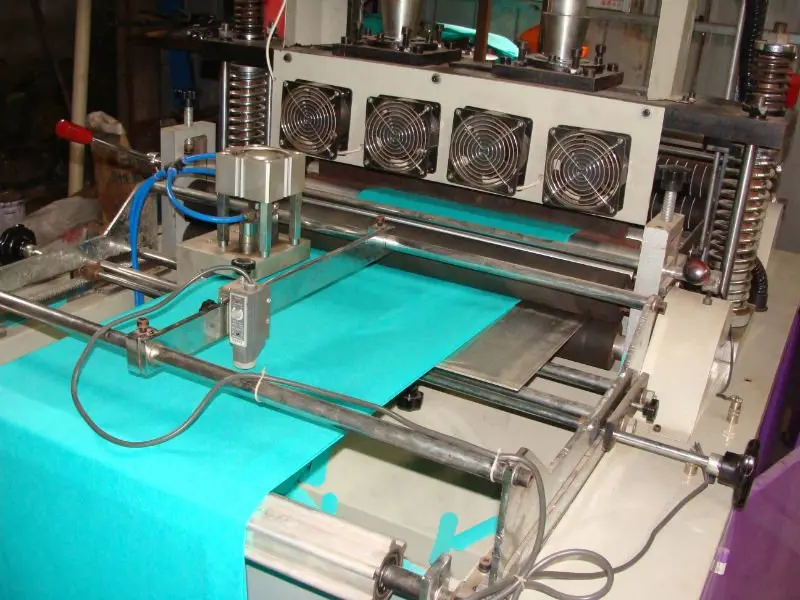 Эти осязательные и визуальные характеристики обеспечиваются при помощи оборудования, содержащего один или более пунктов, состоящих из множества очень тонких сопел, подающих струи воды высокого давления. Предпочтительно, сопла расположены так, чтобы создавать желательные знаки или рисунок.
Эти осязательные и визуальные характеристики обеспечиваются при помощи оборудования, содержащего один или более пунктов, состоящих из множества очень тонких сопел, подающих струи воды высокого давления. Предпочтительно, сопла расположены так, чтобы создавать желательные знаки или рисунок.
После указанной обработки нетканое полотно обрабатывается таким образом, чтобы переплетать друг с другом волокна, что производится, оставляя их свободными для движения относительно друг друга для создания желательного эффекта мягкости.
Термотиснение отличается от вышеупомянутой обработки тем, что оно позволяет придавать нетканому материалу характеристики стойкости посредством создания точек связывания волокон, которые их сшивают. В частности, волокна привариваются друг к другу посредством нагрева и измельчения таким образом, что предотвращается возможность их движения относительно друг друга, таким образом, с обеспечением плотности и стойкости.
Кроме того, изделие может быть украшено знаками или рисунками также в ходе этой обработки. Фактически, термотиснение выполняют с использованием обычных каландров для термотиснения, где нетканое полотно пропускается через два расположенных друг против друга цилиндра. Один или оба из указанных цилиндров нагревается и имеет гравированную поверхность, обычно выполненную из металла, таким образом, чтобы создавать желательные знаки или рисунки, тогда как другой, обычно с возможностью вращения, прижат к гравированному цилиндру и имеет резиновую или металлическую поверхность. В результате этой обработки прессованием и нагревом формируются точки сильного связывания между волокнами при одновременном получении явных и хорошо различаемых знаков или рисунков.
Фактически, термотиснение выполняют с использованием обычных каландров для термотиснения, где нетканое полотно пропускается через два расположенных друг против друга цилиндра. Один или оба из указанных цилиндров нагревается и имеет гравированную поверхность, обычно выполненную из металла, таким образом, чтобы создавать желательные знаки или рисунки, тогда как другой, обычно с возможностью вращения, прижат к гравированному цилиндру и имеет резиновую или металлическую поверхность. В результате этой обработки прессованием и нагревом формируются точки сильного связывания между волокнами при одновременном получении явных и хорошо различаемых знаков или рисунков.
Нетканый материал, подвергнутый процессу, согласно изобретению может быть материалом типа спанлейс, при этом материал, который его составляет, является или кардованным, или типа спанбонд.
Кардованный материал может, по существу, состоять только из натуральных или синтетических волокон (в пределах между 0,9 и 7 денье), например, из полиэфира, полипропилена, PLA, вискозы, LYOCELL™, возможно, в смеси друг с другом, или указанные волокна комбинируют с целлюлозной массой. Кроме того, независимо от использованного материала, нетканый материал может состоять из одного или более слоев согласно специфическим требованиям или конкретным предпочтениям. Предпочтительно, нетканый материал состоит из трех слоев, при этом слой целлюлозной массы находится между двумя слоями синтетического или натурального волокна. Полученное изделие обычно называют многослойным нетканым материалом, при этом различные слои помещают поверх друг друга согласно желательному порядку и скрепляют друг с другом, то есть объединяют, полностью в соответствии с обычными технологиями. Предпочтительно, объединение выполняют посредством переплетения гидравлическим способом.
Кроме того, независимо от использованного материала, нетканый материал может состоять из одного или более слоев согласно специфическим требованиям или конкретным предпочтениям. Предпочтительно, нетканый материал состоит из трех слоев, при этом слой целлюлозной массы находится между двумя слоями синтетического или натурального волокна. Полученное изделие обычно называют многослойным нетканым материалом, при этом различные слои помещают поверх друг друга согласно желательному порядку и скрепляют друг с другом, то есть объединяют, полностью в соответствии с обычными технологиями. Предпочтительно, объединение выполняют посредством переплетения гидравлическим способом.
Спанбонд материал может, по существу, состоять только из волокон полимера, такого как полипропилен, полиэфир, PLA и LYOCELL™ в диапазоне между 0,9 и 2,2 денье или также из нановолокон (NANOVAL) и также бикомпонентных волокон, скомбинированных с целлюлозной массой, как описано выше. Также в этом случае осаждение, составление и объединение многослойного состава может осуществляться с использованием технологий, известных в данной области, следовательно, они не будут описаны здесь ниже.
Ниже будет описан способ со ссылками на фиг.1, соответствующий изобретению, а также примерное оборудование, предназначенное для осуществления указанного способа.
Способ изготовления нетканого материала содержит два последовательных этапа различных видов обработки нетканого полотна посредством любого способа, выбранного из гидротиснения и термотиснения в любом порядке.
Другими словами, способ может содержать первый этап обработки гидротиснением и второй этап обработки термотиснением, выполняемые на нетканом полотне, которое может быть или однослойным, или многослойным. В альтернативном варианте этапы реверсируют, то есть термотиснение является первым этапом обработки, а гидротиснение является вторым этапом обработки.
На фиг.1 этап гидротиснения показан первым, при этом его осуществляют с использованием технологий, известных в данной области, как описано выше, по меньшей мере, на одном оборудовании 1, 2. Например, обработка гидротиснением может быть выполнена на первом оборудовании 1, куда нетканое полотно W подают на опорном ролике 3, при этом сопла для гидротиснения расположены по его окружности. Затем нетканый материал W подают на плоском основании 4 под вторым оборудованием 2 для гидротиснения для возможной дальнейшей обработки. Применение двух типов оборудования позволяет достигать двух различных эффектов гидротиснения (с лентой и с валком).
Затем нетканый материал W подают на плоском основании 4 под вторым оборудованием 2 для гидротиснения для возможной дальнейшей обработки. Применение двух типов оборудования позволяет достигать двух различных эффектов гидротиснения (с лентой и с валком).
Затем влажный нетканый материал подают к полностью обычной сушилке (нагревателю) 5, такой как барабанная сушилка.
Теперь нетканый материал W может или быть намотан на бобину и перенесен на предназначенную производственную линию для обработки термотиснением, или проходить по линии к этапу термотиснения, как показано на фиг.1.
Этап термотиснения предусматривает, что нетканый материал проходит или на соответствующем основании, или без него через обычный каландр 6 для тиснения, где он подвергается сжатию и нагреванию таким образом, чтобы вызывать связывание волокон в заданных точках, также в соответствии со знаками и/или рисунками, которые необходимо выполнить.
Нетканый материал, полученный таким образом, преимущественно обладает оптимальными свойствами мягкости и ворсистости, будучи стойким к манипуляциям и износу. В частности, нетканый материал эффективно пригоден для использования и с деликатным назначением для личной гигиены, и как стойкая ткань для домашней или производственной уборки.
В частности, нетканый материал эффективно пригоден для использования и с деликатным назначением для личной гигиены, и как стойкая ткань для домашней или производственной уборки.
Кроме того, обработки гидротиснением и термотиснением, как описано выше, могут быть выполнены таким образом, чтобы комбинировать указанные функциональные аспекты с заметно привлекательным внешним видом и глубиной поля зрения, поскольку обработка термотиснением имитирует предмет, находящийся близко к человеческому глазу, и обработка гидротиснением имитирует предмет, находящийся далеко на горизонте. Фактически, благодаря комбинации вышеупомянутых технологий, гидротиснением могут быть получены приглушенные и затененные трехмерные рисунки и/или знаки наряду с хорошо заметными и определенными рисунками и/или знаками. Привлекательный внешний вид происходит от того факта, что получены эффект затенения, создающий фон, и эффект четкого изображения, создающий передний план.
Следует отметить, что согласно описанному выше способу, эффект мягкости и пушистости, создаваемый гидротиснением, накладывается на эффект стойкости и связанности, вызываемый термотиснением.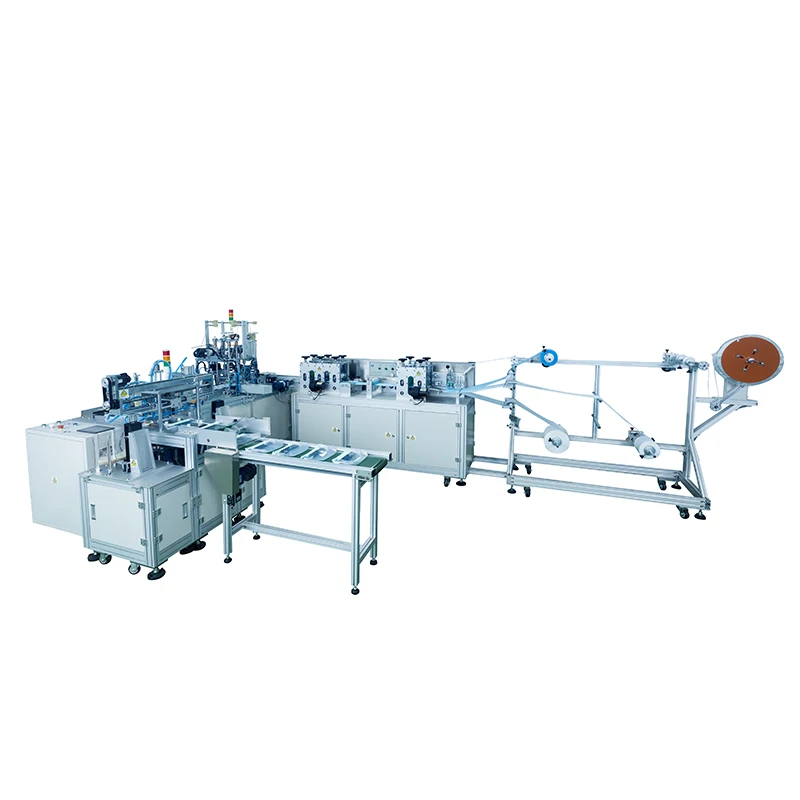 Другими словами, мягкие части нетканого материала имеют некоторые соединенные точки, то есть в этих частях волокна нетканого материала имеют относительно ограниченную степень свободы и перемещения. Следовательно, несмотря на обеспечение хорошей комбинации желательных технических характеристик, полученное изделие имеет, однако, ограниченную степень мягкости.
Другими словами, мягкие части нетканого материала имеют некоторые соединенные точки, то есть в этих частях волокна нетканого материала имеют относительно ограниченную степень свободы и перемещения. Следовательно, несмотря на обеспечение хорошей комбинации желательных технических характеристик, полученное изделие имеет, однако, ограниченную степень мягкости.
В соответствии с вариантом осуществления способа по изобретению, был исследован принцип увеличения мягкости нетканого материала без существенного изменения характеристик стойкости и связывания.
Неожиданно было обнаружено, что когда обработку термотиснением выполняют на частях, не охваченных обработкой гидротиснением, нетканый материал значительно более мягок, тогда как в то же время прочность и стойкость сохраняются, по существу, неизменными.
С этой целью требовалась разработка особого способа и оборудования.
Производственный процесс содержит систему управления и команд, соединенную с управляемыми элементами и устройствами пунктов обработки.
В частности, система содержит блок 7 управления и команд (схематически показан на фиг.6), который соединен с устройствами 1 и 2 гидротиснения и устройством 6 термотиснения и имеет функцию выдачи команд и управления указанными устройствами в отдельности. Блок 7 управления и команд, таким образом, в рабочем положении соединен с механическими и электронными компонентами указанных устройств таким образом, чтобы создавать только одну электрическую ось.
Таким образом, согласно способу, соответствующему изобретению, вышеупомянутые этапы обработки гидротиснением и термотиснением предпочтительно проходят под управлением и по командам блока управления и команд для выполнения указанных обработок на предназначенных участках нетканого материала в соответствии с заданной моделью. Другими словами, блок будет содержать память, хранящую рабочую модель для нетканого материала, согласно которой программа, загруженная в блок управления и команд, будет выдавать инструкции при помощи электрических сигналов управления и команд для выполнения обработки способом гидравлического тиснения на заданных участках, отличных от участков, предназначенных для обработки термотиснением, которая уже выполнена или будет выполнена. На практике, вторая обработка будет направляться таким образом, чтобы она выполнялась на свободных участках нетканого материала, то есть тех участках, которые не охвачены первой обработкой. В результате, обе обработки не выполняются на одной точке, то есть они не накладываются.
На практике, вторая обработка будет направляться таким образом, чтобы она выполнялась на свободных участках нетканого материала, то есть тех участках, которые не охвачены первой обработкой. В результате, обе обработки не выполняются на одной точке, то есть они не накладываются.
Кроме того, процесс содержит обработку указанного нетканого материала как однослойного, так и многослойного, при помощи технологии гидротиснения таким образом, чтобы она охватывала его поверхность в пределах от 5 до 95% всей поверхности. Остальную поверхность, то есть 95-5%, обрабатывают при помощи технологии термотиснения таким образом, чтобы охватывать 2-30% поверхности. Другими словами, поверхность нетканого материала, не охваченную обработкой способом гидравлического тиснения, в свою очередь обрабатывают термотиснением в указанном выше процентном отношении (2-30%). Предпочтительно, суммарная поверхность нетканого материала, обработанная гидротиснением, составляет приблизительно 50% всей поверхности нетканого материала, при этом остающиеся 50% обрабатывают приблизительно на 10% термотиснением. В случае печати часть от 5 до 95% может иметь охват 2-100%.
В случае печати часть от 5 до 95% может иметь охват 2-100%.
Кроме того, блок управления и команд может быть также соединен со всеми электродвигателями приводных элементов 3, 4, М, которые все расположены вдоль производственной линии. Приводные элементы не будут здесь описаны, поскольку они полностью обычные и, как правило, содержат основания для нетканого материала, обычно в форме лент, приводимых в движение вращающимися валками или вращающимися барабанами, а также вращающиеся элементы, расположенные на входе и выходе каждого обрабатывающего оборудования.
В частности, блок управления и команд способен обнаруживать электрические сигналы, исходящие от указанных элементов, преобразовывать указанные сигналы в численные значения, представляющие их угловую скорость и вращающий момент, сравнивать указанные численные значения с отношениями заданных численных значений для указанной угловой скорости и указанных вращающих моментов и посылать сигналы указанным элементам для коррекции любых возможных изменений указанных величин, которые выходят за указанные отношения.
Фактически известно, что если нетканый материал является мягким, поддающимся растяжению материалом, он легко сминается, главным образом при прохождении пункта гидротиснения, сушилки и каландра для термотиснения. В этих обстоятельствах волокна, которые его составляют, подвергаются удлинению или растяжению в продольном направлении относительно длины нетканого материала, и в результате реакции они сокращаются в направлении ширины нетканого материала. Между одним пунктом и последующим пунктом нетканый материал наоборот имеет тенденцию возвращения к расслабленному состоянию или даже формированию складок, в точности реагируя на освобождение от натяжения, которому были подвергнуты его волокна, таким образом, вызывая изменения толщины и веса и ухудшая механические характеристики (прочности в продольном/поперечном направлении и удлинения).
Формирование складок не допускает достижения, по существу, плоской поверхности, на которой может быть выполнена соответствующая обработка.
Следовательно, система управления и команд, описанная выше, позволяет устранять указанные недостатки и получать «область» нетканого материала, предназначенного для второй обработки в надлежащем положении.
Другими словами, блок управления принимает электрические сигналы, которые преобразуются в параметры, указывающие, например, угловую скорость вращающихся элементов и момент (вращающий момент). С этой целью угловые скорости элементов тогда сравниваются друг с другом и сравниваются с предварительно установленными значениями, которые установлены для каждого различного элемента и нетканого изделия, как функция свойственных ему характеристик (вес, стойкость, удлинение). В частности, указанные заданные величины вычисляются таким образом, чтобы установить их отношения, определенные согласно физическим характеристикам нетканого материала, то есть согласно типологии нетканого материала, как показано во вводном разделе настоящего описания. Соответственно, приводная система всех вращающихся элементов должна быть скоординирована таким образом, чтобы подача нетканого материала в пределах оборудования не вызывала вышеупомянутых эффектов образования складок. Таким образом, блок управления и команд посылает электрические сигналы вышеупомянутым электродвигателям для коррекции любых возможных изменений заданных величин угловой скорости, когда они выходят за пределы определенных отношений. Другими словами, блок управления и команд постоянно управляет индивидуальными угловыми скоростями вращающихся элементов, регистрируя любые изменения, которые могут возникать вследствие любого непостоянства физических характеристик нетканого полотна, то есть, например, любых изменений толщины, веса и влажности. Эти изменения могут вызывать удлинение волокон нетканого полотна между одним пунктом и последующим. Следовательно, обработка может в результате изменяться. Следовательно, блок управления и команд воздействует на угловые скорости вращающихся элементов только для балансирования любых возможных эффектов удлинения. Это регулирование очень важно, главным образом, с учетом того, что процессы обработки гидротиснением и термотиснением осуществляются непрерывно и в соответствии с производством нетканого материала (с высокими скоростями, даже выше 400 м/мин).
Другими словами, блок управления и команд постоянно управляет индивидуальными угловыми скоростями вращающихся элементов, регистрируя любые изменения, которые могут возникать вследствие любого непостоянства физических характеристик нетканого полотна, то есть, например, любых изменений толщины, веса и влажности. Эти изменения могут вызывать удлинение волокон нетканого полотна между одним пунктом и последующим. Следовательно, обработка может в результате изменяться. Следовательно, блок управления и команд воздействует на угловые скорости вращающихся элементов только для балансирования любых возможных эффектов удлинения. Это регулирование очень важно, главным образом, с учетом того, что процессы обработки гидротиснением и термотиснением осуществляются непрерывно и в соответствии с производством нетканого материала (с высокими скоростями, даже выше 400 м/мин).
На фиг.2 схематически показана производственная линия, по существу, подобная производственной линии, описанной со ссылками на фиг. 1, в результате чего одинаковые ссылочные позиции обозначают идентичные пункты или оборудование.
1, в результате чего одинаковые ссылочные позиции обозначают идентичные пункты или оборудование.
Дополнительное управление, которое может осуществляться согласно способу, соответствующему изобретению, выполняют при помощи электроники (при помощи автоматического управления по замкнутому циклу) с непрерывной системой коррекции для момента пары и угловой скорости движущихся элементов. В частности, замкнутый цикл получен посредством использования системы с цветной видеокамерой как преобразователем, который держит фиксированные «маркеры», сделанные в ходе обработок, под контролем и вмешивается в случае появления отношений/расстояний, отличных от заданных и сохраненных. Другими словами, управление по замкнутому циклу содержит, по меньшей мере, одно устройство TV1, TV2 захвата изображения, представленное схематически на фиг.2, которое в рабочем положении соединено с блоком управления и команд и пригодно для постоянного контроля листа нетканого материала для обнаружения присутствия любых складок или изменений в модели обработки гидротиснением или термотиснением относительно заданного стандарта.
Устройством TV1 захвата изображения может быть, например, фотокамера или видеокамера. Особенно предпочтительна цветная цифровая видеокамера, которая способна снимать часть нетканого материала, например, выходящего из оборудования. Изображение, захваченное видеокамерой, направляется в блок управления и команд в форме электрических сигналов, которые преобразуются указанным блоком в цифровые данные. Эти цифровые данные сравниваются со стандартными данными, хранящимися в памяти блока управления и команд и представляющими, например, знак или рисунок, который должен быть воспроизведен на нетканом материале в определенном положении. Соответствующая программа, загруженная в указанный блок управления и команд, будет выполнять операцию сравнения вышеупомянутых данных, и в случае обнаружения любых различий она будет посылать электрические сигналы различным обрабатывающим или приводным элементам с целью изменения, например, их угловой скорости для коррекции погрешности. В альтернативном варианте или одновременно наличие складок на нетканом материале может быть обнаружено указанной видеокамерой и скорректировано полностью подобно тому, как описано выше.
Кроме того, система может содержать множество датчиков S1, S2, S3, S4, расположенных вдоль производственной линии и имеющих функцию обнаружения наличия эффекта растяжения в определенных пунктах на листе нетканого материала. Эффект растяжения является состоянием, в котором лист нетканого материала сохраняется натянутым, то есть растянутым, без вызывания удлинения волокна, таким образом, чтобы предотвращать формирование складок, в то время как нетканый материал обрабатывают и транспортируют, а также любое его сжатие.
Датчики S1, S2, S3, S4 растяжения являются, как таковыми, известными устройствами, которые посылают в блок управления и команд сигналы о натянутом состоянии нетканого полотна, и указанный блок будет в свою очередь воздействовать на приводные элементы для коррекции изменений эффекта растяжения (или натяжения) таким же образом, как описано выше, то есть посредством регулирования их угловой скорости и/или вращающего момента.
Управление выравниванием является еще одним управлением, которое может быть включено в способ. Это управление состоит в поддержании выровненного положения знаков и/или рисунков относительно ширины нетканого полотна при помощи центрального датчика С и боковых датчиков L. Боковые датчики L (показаны на фиг.3B) расположены вдоль краев E оснований М для нетканого материала, тогда как центральный датчик С расположен либо над, либо под основаниями и посередине относительно ширины нетканого материала. Датчики позволяют постоянно измерять расстояние между срединной линией, в продольном направлении разделяющей нетканый материал, и боковыми краями таким образом, чтобы обнаруживать любое изменение и посылать сигналы блоку управления, в результате чего в процесс может вмешаться система коррекции положения полотна. Система коррекции реализована устройствами (не показаны), которые известны в данной области и, таким образом, они не будут описаны ниже.
Это управление состоит в поддержании выровненного положения знаков и/или рисунков относительно ширины нетканого полотна при помощи центрального датчика С и боковых датчиков L. Боковые датчики L (показаны на фиг.3B) расположены вдоль краев E оснований М для нетканого материала, тогда как центральный датчик С расположен либо над, либо под основаниями и посередине относительно ширины нетканого материала. Датчики позволяют постоянно измерять расстояние между срединной линией, в продольном направлении разделяющей нетканый материал, и боковыми краями таким образом, чтобы обнаруживать любое изменение и посылать сигналы блоку управления, в результате чего в процесс может вмешаться система коррекции положения полотна. Система коррекции реализована устройствами (не показаны), которые известны в данной области и, таким образом, они не будут описаны ниже.
В соответствии с первым вариантом осуществления изобретения, способ изготовления нетканого материала, такого как описанный выше, может содержать этап печати, содержащий:
— подготовку печатного оборудования 8 для нетканого материала W, содержащего приводимое основание 9 для удерживания указанного нетканого материала, и, по меньшей мере, один приводимый печатающий элемент 10;
— подачу в указанное оборудование указанного листа нетканого материала;
— выполнение печати на указанном нетканом материале под управлением и по командам вышеупомянутого блока 7 управления и команд,
в котором указанный блок управления и команд в рабочем положении соединен с указанным основанием и, по меньшей мере, одним печатающим элементом таким образом, что он обнаруживает электрические сигналы, исходящие от указанного основания и, по меньшей мере, одного печатающего элемента, преобразует указанные сигналы в численные значения, представляющие состояние их угловой скорости и вращающего момента, сравнивает указанные численные значения с отношениями заданных численных значений указанных угловых скоростей и указанных вращающих моментов и посылает сигналы указанному основанию и, по меньшей мере, одному печатающему элементу для коррекции любых возможных изменений указанных величин, которые выходят за пределы указанных отношений. Как печатное оборудование, так и соответствующий способ печати предпочтительно соответствуют описанным в международной патентной заявке PCT/IT2004/000127 настоящего заявителя, которая включена сюда в качестве ссылочного материала.
Как печатное оборудование, так и соответствующий способ печати предпочтительно соответствуют описанным в международной патентной заявке PCT/IT2004/000127 настоящего заявителя, которая включена сюда в качестве ссылочного материала.
Предпочтительно, способ содержит этап, в котором управление электродвигателями, которые приводят в действие вращающиеся элементы оборудования, осуществляется отдельно при помощи электроники посредством блока управления и команд, таким образом, что упоминается та же электрическая ось.
В частности, указанное управление для получения одной упоминаемой электрической оси для всех электродвигателей вращающихся элементов обращается к тому, что было описано выше относительно управления и команд для обработок гидротиснением и термотиснением.
Еще более предпочтительно, управление, выполняемое блоком управления и команд, может быть осуществлено благодаря дополнительному автоматическому управлению по замкнутому циклу с помощью устройства TV3 захвата изображения (фиг. 3), подробного описанному выше, и, по существу, имеющего такую же функцию, как описано в международной патентной заявке PCT/IT2004/000127.
3), подробного описанному выше, и, по существу, имеющего такую же функцию, как описано в международной патентной заявке PCT/IT2004/000127.
Предпочтительно, способ может также включать рабочий этап применения удерживающих средств 11 для удерживания листа нетканого материала на внешней поверхности основания, как описано в указанной международной заявке на патент.
Рабочий этап применения удерживающих средств может быть выполнен с использованием всасывающих вентиляторов, подробно описанных в указанной международной заявке на патент, которые посредством всасывания воздуха снаружи основания 9 или прессующего валка (показаны на фиг.3-5) через сквозные отверстия (не показаны), выполненные в его окружности, удерживают нетканый материал в нужном положении с целью обеспечения правильного выполнения печати (коэффициент использования площади формонесущей поверхности для разных красителей/форм).
Предпочтительно, способ, соответствующий изобретению, также содержит этап управления исполнительным электродвигателем для всасывающих вентиляторов при помощи указанного блока управления и команд таким образом, чтобы можно было изменять силу всасывания согласно типологии нетканого материала, удерживаемого и перемещаемого прижимным валком 9. Действительно, например, если нетканый материал является многослойным, то будет необходимо увеличить силу всасывания по отношению к однослойному нетканому материалу.
Действительно, например, если нетканый материал является многослойным, то будет необходимо увеличить силу всасывания по отношению к однослойному нетканому материалу.
Кроме того, способ может включать этап отделения воды от воздуха, который всасывают всасывающие вентиляторы. Указанный этап отделения предпочтительно выполняют при помощи сепараторов (не показаны), таких как описанные в вышеупомянутой заявке на патент.
Этап печати выполняют при помощи способов флексографской печати (чернила) или трафаретной печати (цветная паста), которые являются обычными и, следовательно, не будут описаны здесь в каких-либо дополнительных деталях. Однако следует отметить, что способ и оборудование, соответствующие изобретению, позволяют печатать знаки и/или рисунки/фигуры многими цветами, поскольку вокруг прижимного валка 9 расположены гравированные валки. Предпочтительно, печать может осуществляться с 2-12 красками, и поэтому способ может включать этап управления выбором красок.
Кроме того, способ содержит обработку указанного нетканого материала с использованием технологии гидротиснения таким образом, чтобы охватывать его поверхность в пределах от 5 до 95% всей поверхности. Оставшуюся поверхность, то есть от 95 до 5%, обрабатывают с использованием технологии термотиснения таким образом, чтобы охватывать поверхность в пределах от 2 до 30%. Кроме того, поверхность, не охватываемая двумя обработками, может быть отпечатана с охватом 2-100% поверхности.
Оставшуюся поверхность, то есть от 95 до 5%, обрабатывают с использованием технологии термотиснения таким образом, чтобы охватывать поверхность в пределах от 2 до 30%. Кроме того, поверхность, не охватываемая двумя обработками, может быть отпечатана с охватом 2-100% поверхности.
Другим объектом настоящего изобретения является получение установки для изготовления нетканых материалов (полученных технологией спанлейса, полученных технологией спанбонд, механически прошитых, прошитых и покрытых) непосредственно на линии обработки таким образом, как описано выше.
На фиг.3 показана установка, состоящая из комплекта оборудования, расположенного вдоль одной производственной линии, содержащей, по меньшей мере, одно оборудование 1, 2 для гидротиснения и одно оборудование 6 для термотиснения для обработки нетканого материала W и блок 7 управления и команд (фиг.6), который в рабочем положении соединен с механическими и электронными компонентами каждого из указанных устройств для гидротиснения и термотиснения таким образом, что соответствующие обработки осуществляются на предназначенных частях нетканого материала.
В частности, блок 7 управления и команд соответствует описанному выше со ссылками на процесс обработки, в результате чего он не будет описан здесь дополнительно.
Кроме того, как описано выше, блок 7 управления и команд может быть соединен со всеми электродвигателями приводных элементов 4, М, которые расположены вдоль производственной линии при помощи электрических линий, как показано на фиг.6.
Кроме того, установка может содержать систему видеокамер TV1, TV2 в качестве преобразователей, как описано выше, для получения дополнительного средства управления производственным процессом при помощи автоматической системы коррекции с непрерывным и замкнутым контуром.
Установка дополнительно может быть снабжена множеством датчиков S1-S4, которые расположены вдоль производственной линии для обнаружения постоянного присутствия вышеупомянутого эффекта растяжения.
Предпочтительно, установка также может быть снабжена устройствами управления выравниванием, содержащим указанные центральный С и боковые L датчики, как описано выше.
В соответствии с вариантом осуществления изобретения, установка может содержать оборудование 8 для печати на нетканом материале таким образом, как описано в международной заявке на патент PCT/IT2004/000127.
В частности, это оборудование соответствует известным печатным машинам, к которым были применены инновационные адаптации для получения высококачественной и высокоскоростной печати. Эти адаптации состоят в конкретных модификациях, выполненных в флексографских машинах, которые известны, по сути, в данной области техники, таких как флексографская машина F80, поставляемая FOCUS/FUTURA, или флексографская машина 906 FAST 2, модель 160/3500, поставляемая FLEXOTECNICA или подобных машин. Предпочтительно, с машинами этого типа могут быть соединены вспомогательные машины, такие как разматыватель F70, наматыватель F90A, погрузчик F401, трубная машина F11A, отрезная машина F30A, разматыватель F12 для трубной машины, поставляемые FOCUS/FUTURA.
В целом, модификации, по существу, представлены:
— индивидуальной моторизацией каждого вращающегося элемента, то есть входных/выходных валков конвейера для изделия, прижимного валка и гравированных валков;
— применением блока управления и команд для обеспечения совместной подачи команд и управления угловыми скоростями указанных вращающихся элементов;
— возможным применением системы управления по замкнутому контуру с видеокамерой;
— возможной модификацией прижимного валка таким образом, чтобы снабжать его отверстиями для всасывания;
— возможным расположением всасывающих вентиляторов внутри прижимного валка вровень с указанными отверстиями и с пространством между различными гравированными валками;
— возможной подачей горячего воздуха между отдельными печатающими валками для сушки краски;
— возможного применения насосов с водоотделителями, если необходима печать на влажном нетканом материале;
— возможного применения входных валков с функцией механических расширителей.
Печатное оборудование для нетканого материала обычно содержит прижимной валок 9, также называемый опорным валком, по меньшей мере, один гравированный валок 10 или печатающий элемент, средство 11 для удерживания нетканого листа на основании, водоотделитель (не показан), блок 7 управления и команд и направляющее средство 12, пригодное для направления и удерживания листа нетканого материала при движении к указанному оборудованию и от него (только входящее показано на фиг.3).
В частности, прижимной валок представлен обычным валком, в котором, однако, просверлены сквозные отверстия (не показаны) по всей его окружности. Эти сквозные отверстия допускают сообщение между внешней поверхностью окружности и внутренним пространством прижимного валка.
Кроме того, по меньшей мере, один гравированный валок 10 расположен внутри указанного прижимного валка. Предпочтительно, указанный, по меньшей мере, один гравированный валок состоит из множества вращающихся гравированных валков, имеющих функцию печати знаков, красителей и/или рисунков на материале, поддерживаемом прижимным валком. В частности, каждый гравированный валок может приводиться в движение независимым электродвигателем.
В частности, каждый гравированный валок может приводиться в движение независимым электродвигателем.
Внутри прижимного валка и в пространстве между двумя вращающимися гравированными валками расположены приводимые удерживающие средства 11, предпочтительно выполненные в форме всасывающих вентиляторов, имеющих функцию всасывания горячего воздуха, принудительно направляемого по внешней поверхности окружности прижимного валка, при этом указанные средства являются обычным оборудованием для сушки краски. Всасывающие вентиляторы могут быть, например, простыми, полностью обычными вентиляторами, приводимыми в действие электродвигателем, также полностью обычным, для всасывания воздуха снаружи от прижимного валка в его внутреннее пространство сквозь сквозные отверстия. В альтернативном варианте, указанные всасывающие вентиляторы являются насосами типа вакуумного насоса или компрессора.
Функцией всасывающих вентиляторов и сквозных отверстий, выполненных в окружности прижимного валка, является прочное удерживание основания нетканого материала на прижимном валке для обеспечения того, что, с одной стороны, указанное основание не будет двигаться при подаче по линии печати и, с другой стороны, будет создаваться противодействие образованию указанных складок.
Предпочтительно, указанные всасывающие вентиляторы соединены с полностью обычным водоотделителем (не показан) в случае влажного нетканого материала для печати. Действительно, в этом случае всасываемый воздух насыщен влагой, и для того, чтобы не выпускать такую влагу в окружающую среду или непосредственно на любую из механических частей, оборудование может снабжаться одним или более водоотделителями, соединенными с каждым всасывающим вентилятором. В частности, водоотделители могут быть, например, обычными конденсаторами, в которых текучая среда сначала сжимается компрессором и затем расширяется в канале (змеевике), охлаждаясь. Воздух, всасываемый всасывающими вентиляторами 4, направляется на холодную поверхность змеевика таким образом, что контакт с более холодной поверхностью вызывает выделение содержащейся в нем воды в форме конденсата. В альтернативном варианте отделение воды происходит просто благодаря механическому и физическому действию (центробежной силе и разности удельной массы) в обычном спиральном дистилляторе, работающем по принципу стального змеевика.
Направляющие средства 12 выполнены в форме приводимых валков. В частности, указанные направляющие средства индивидуально и независимо приводятся в действие электродвигателем.
Валок 12 может быть расположен вблизи прижимного валка на входе нетканого материала T в пункты печати. Указанные средства являются механическими расширяющими средствами, то есть они допускают увеличение высоты изделия и исключают формирование складок на основании нетканого материала в продольном направлении относительно его длины. Другими словами, нетканый материал, когда он подвергается растяжению в продольном направлении относительно его длины, подвергается сокращению его высоты (ширины). Таким образом, данное расширяющее средство выполняет функцию восстановления первоначальной высоты основания нетканого материала.
Валки могут быть расположены перед оборудованием, то есть в конце процесса печати для надлежащего управления (управления натяжением) нетканым материалом до последующей машины, если она имеется, является ли она сушилкой (в случае влажной печати) или намоточной машиной (в случае сухой печати).
Предпочтительно, оборудование соединено с вышеупомянутым блоком 7 управления и команд, показанным на фиг.6, имеющим функцию независимого управления и выдачи команд для перемещения всех вращающихся элементов, а также для всасывающих вентиляторов и возможно применяемого насоса.
В частности, блок 7 управления и команд непосредственно в рабочем положении соединен со всеми механическими и/или электронными компонентами оборудования таким образом, чтобы создавать единую электрическую ось для всех компонентов. Указанный блок управления и команд действительно расположен таким образом, чтобы обнаруживать электрические сигналы, исходящие от всех вращающихся элементов, преобразования указанных сигналов в численные значения, представляющие состояние их угловой скорости и вращающего момента, сравнения указанных численных значений с отношениями заданных численных значений для указанной угловой скорости и указанных вращающих моментов и посылки сигналов указанным вращающимся элементам для коррекции любых возможных изменений указанных величин, которые выходят за пределы указанных отношений.
В частности, блок управления и команд прямо и независимо соединен с электродвигателем прижимного валка, каждым электродвигателем гравированных валков, каждым электродвигателем направляющих роликов, а также с электродвигателями всасывающих вентиляторов и электродвигателем возможного водоотделителя. Затем электрические сигналы преобразуются в параметры, указывающие, например, угловую скорость вращающихся элементов и момент (вращающий момент). С этой целью, угловые скорости элементов затем сравниваются друг с другом и соотносятся с предварительно установленными значениями, которые заданы для каждого различного элемента и изделия как функция свойственных ему характеристик (вес, стойкость, удлинение). В частности указанные заданные значения рассчитаны таким образом, чтобы установить их отношения, определенные согласно физическим характеристикам нетканого материала или, другими словами, согласно типологии нетканого материала, как показано во вводном разделе настоящего описания. Соответственно, приводная система и все вращающиеся элементы должны быть скоординированы таким образом, чтобы подача нетканого материала в пределах оборудования не вызывала вышеупомянутых эффектов коробления. Таким образом, блок 7 управления и команд посылает электрические сигналы вышеупомянутым электродвигателям для коррекции любых возможных изменений указанных заданных значений угловой скорости, когда они выходят за пределы определенных отношений. Другими словами, блок 7 управления и команд постоянно контролирует индивидуальные угловые скорости вращающихся элементов, регистрируя любые изменения, которые могут произойти, являясь следствием любого непостоянства физических характеристик листа нетканого материала, то есть, например, любых изменений толщины, веса или влажности. Эти изменения могут вызывать удлинение волокон нетканого полотна между одним пунктом печати и последующим. Следовательно, оттиск может быть изменен. Следовательно, блок 7 управления и команд воздействует на угловые скорости вращающихся элементов непосредственно для балансирования любых возможных эффектов растяжения. Например, если сечение основания нетканого материала, поступающего к первому печатающему устройству, имеет бόльшую толщину, чем предшествующая часть, уже подвергнутая первому процессу печати, то его прохождение через прижимной валок и первый гравированный валок будет медленнее, и волокна будут подвергнуты сжатию и растяжению относительно предшествующей части.
Таким образом, блок 7 управления и команд посылает электрические сигналы вышеупомянутым электродвигателям для коррекции любых возможных изменений указанных заданных значений угловой скорости, когда они выходят за пределы определенных отношений. Другими словами, блок 7 управления и команд постоянно контролирует индивидуальные угловые скорости вращающихся элементов, регистрируя любые изменения, которые могут произойти, являясь следствием любого непостоянства физических характеристик листа нетканого материала, то есть, например, любых изменений толщины, веса или влажности. Эти изменения могут вызывать удлинение волокон нетканого полотна между одним пунктом печати и последующим. Следовательно, оттиск может быть изменен. Следовательно, блок 7 управления и команд воздействует на угловые скорости вращающихся элементов непосредственно для балансирования любых возможных эффектов растяжения. Например, если сечение основания нетканого материала, поступающего к первому печатающему устройству, имеет бόльшую толщину, чем предшествующая часть, уже подвергнутая первому процессу печати, то его прохождение через прижимной валок и первый гравированный валок будет медленнее, и волокна будут подвергнуты сжатию и растяжению относительно предшествующей части. Полученный оттиск, следовательно, не может быть правильно синхронизирован с предшествующим. В этот момент угловая скорость прижимного валка, гравированных валков, которые следуют за указанной частью, а также все другие вращающиеся элементы должны будут быть заново уравновешены для сохранения вышеупомянутого заданного отношения. Это регулирование очень важно, главным образом, с учетом того, что процесс печати осуществляется непрерывно и в соответствии с производством нетканого материала (вплоть до высоких скоростей, превышающих 300 м/мин).
Полученный оттиск, следовательно, не может быть правильно синхронизирован с предшествующим. В этот момент угловая скорость прижимного валка, гравированных валков, которые следуют за указанной частью, а также все другие вращающиеся элементы должны будут быть заново уравновешены для сохранения вышеупомянутого заданного отношения. Это регулирование очень важно, главным образом, с учетом того, что процесс печати осуществляется непрерывно и в соответствии с производством нетканого материала (вплоть до высоких скоростей, превышающих 300 м/мин).
Кроме того, следует отметить, что блок 7 управления и команд также получает электрические сигналы от всасывающих вентиляторов и водоотделителя. Таким образом, транспортировка нетканого материала через различные пункты печати, то есть гравированные валки, может быть точно отрегулирована при прочном удерживании основания нетканого материала на основании, являющемся прижимным валком. Кроме того, всасывание и любая возможная конденсация воды могут быть точно отрегулированы, согласно типологии нетканого материала, таким образом, с постоянным поддержанием оптимальных условий печати.
Дополнительно, блок управления и команд может также управлять применением красок, налагаемых гравированными валками, посредством управления расходом, давлением и вязкостью.
Из того, что было описано выше, следует понимать, что оборудование для печати на нетканом материале позволяет, с одной стороны, удерживать основание материала хорошо закрепленным на прижимном валке при помощи всасывающей системы и, с другой стороны, избегать любого нежеланного удлинения волокон благодаря расположению блока управления и команд на индивидуальных электродвигателях вращающихся элементов для получения одной электрической оси и частично также благодаря указанной всасывающей системе.
Дополнительное управление осуществляется при помощи электроники (при помощи автоматического управления по замкнутому контуру), такой же, как описано выше, с системой непрерывной коррекции для вращающего момента и угловой скорости печатающих валков. В частности, замкнутый контур получен благодаря использованию устройства TV3 захвата изображения в качестве преобразователя, который постоянно контролирует фиксированные «маркеры», сделанные в процессе печати, и вмешивается в процесс, в случае, когда отношения/расстояния отличаются от установленных и сохраненных в памяти.
Устройство TV3 захвата изображения может быть, например, фотокамерой или видеокамерой. Особенно предпочтительна цветная цифровая видеокамера, способная вести съемку части нетканого материала, например, выходящей из пункта печати. Изображение, захваченное видеокамерой, посылается в блок 7 управления и команд в форме электрических сигналов и преобразовывается указанным блоком в цифровые данные. Эти цифровые данные сравниваются со стандартными данными, хранящимися в памяти блока 7 управления и команд, и представляют, например, знак или рисунок, который должен быть воспроизведен на нетканом материале. Соответствующая программа, загруженная в указанный блок управления и команд, будет выполнять операцию сравнения вышеупомянутых данных, и в случае когда будут обнаружены любые разности, она будет посылать электрические сигналы различным печатающим элементам с целью изменения, например, их угловой скорости для коррекции погрешности. В альтернативном варианте или одновременно присутствие складок на нетканом материале может быть обнаружено указанной видеокамерой и исправлено полностью так, как описано выше.
Кроме того, оборудование для печати может содержать датчик S5 растяжения, расположенный в пункте, соответствующем концу процесса печати и перед намоточным валком 13, как показано на фиг.3. Указанный датчик соответствует датчикам растяжения, описанным выше, и взаимодействует с ними для регулирования эффекта растяжения или натяжения.
Нетканый материал, который может быть подвергнут процессу печати, соответствующему изобретению, предпочтительно состоит из волокон, перечисленных во вводной части данного описания, или индивидуально, или в составе смеси продуктов, или в составе трехслойных изделий с целлюлозной массой или «распущенной целлюлозой» между слоями, или в двух слоях из волокон распущенной целлюлозы.
В частности, если нетканый материал формируют в соответствии со спанлейс-технологией, он имеет весовые характеристики между 30 и 250 г/м2 и длину волокон между 1 и 70 мм (короткие моно- и бикомпонентные волокна) и содержит распущенную целлюлозу с длиной <2,5 мм, следующую за механическим «просветом».
В альтернативном варианте, если он сформирован в соответствии со способом спанлейс-спанбонд технологией, он имеет весовые характеристики между 10 и 100 г/м2 и непрерывные волокна как для однослойного, так и для трехслойного изделия (два спряденых и связанных с распущенной целлюлозой между ними).
На этой стадии, полученный таким образом нетканый материал в форме одного полотна может быть прямо подвергнут процессу печати, согласно изобретению, или может быть сначала дополнительно обработан для получения композиционного материала.
Обычно нетканые композиционные материалы представляют собой многослойные структуры, содержащие два внешних слоя, полученных с использованием технологий спанлейс или спанбонд, и слой целлюлозы или производного от целлюлозы материала, впоследствии переплетенного гидравлическим способом, помещенного между ними.
Производство композиционного нетканого материала обычно предусматривает осаждение первого слоя нетканого материала на соответствующее основание, осаждение целлюлозной массы на указанный первый слой, осаждение второго слоя нетканого материала, консолидацию способом гидравлического переплетения и конечную сушку. Предпочтительно, после осаждения первого слоя нетканого материала может осуществляться этап предварительного переплетения гидравлическим способом, за которым следует сушка.
Предпочтительно, после осаждения первого слоя нетканого материала может осуществляться этап предварительного переплетения гидравлическим способом, за которым следует сушка.
Исходя из описанного выше, способ и оборудование, соответствующие изобретению, позволяют получать нетканый материал с особенно предпочтительными свойствами мягкости и/или стойкости, а также привлекательными эстетическими характеристиками. Кроме того, конечный продукт может быть украшен многокрасочной печатью, которую выполняют с чрезвычайно высокой точностью и удивительно высокой производительностью.
Нетканый материал, фактически, может быть произведен с высотами до 6000 мм, предпочтительно, высотами между 30 и 6000 мм, более предпочтительно, в диапазоне 100 и 6000 мм (предпочтительные высоты составляют 1650 или 3300 мм).
Скорость непрерывной печати может превышать 400 м/мин и до приблизительно 700 м/мин, предпочтительно, от 20 до 300 м/мин.
Нетканый материал может быть отпечатан (1-12 цветов) только на небольшой, в процентном отношении, площади его поверхности (2-3%) и до желательного охвата его поверхности, в зависимости от варианта использования самого нетканого материала, то есть для личной гигиены, домашней уборки, в качестве половиков, нетканого материала для одежды, скатертей, носовых платков, занавесок (постельного белья), пакетов, контейнеров для изделий.
Только что описанные характеристики допускают работу при абсолютно выгодных производственных условиях относительно технологий и оборудования предшествующего уровня техники, и она может выполняться прямо на поточной линии для прядения кроме, очевидно, пригодной автономной машины.
Кроме того, вышеупомянутые регулировки блоком управления и команд устраняют проблемы, связанные с формированием складок, а также с опасностью разрыва основания нетканого материала, несмотря на поддержание высокой скорости печати.
Очевидно, специалисты в данной области техники с целью удовлетворения возможным и специфическим требованиям могут выполнять ряд модификаций и изменений как оборудования, так и способа для печати на нетканом материале, однако все они рассматриваются как входящие в объем изобретения, определенный нижеследующей формулой изобретения.
Например, программа управления динамикой машины может храниться в пригодных электронных наборах команд, которые могут управляться по электрической оси, электронному управлению выбора красок и видеокамерой замкнутого контура.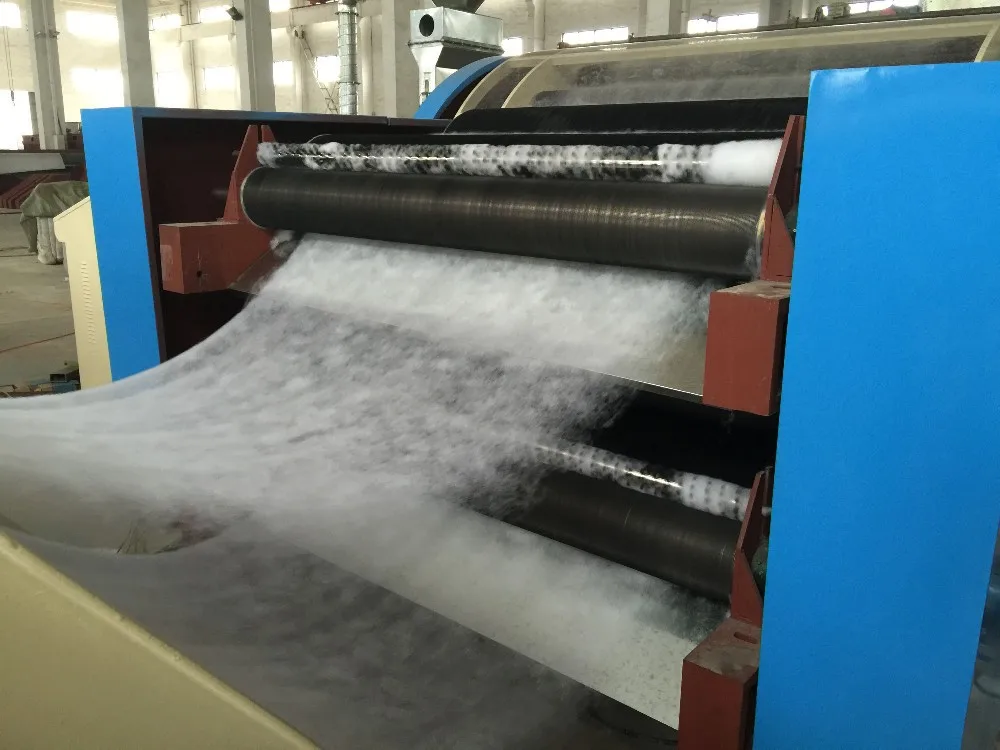
В соответствии с другим объектом изобретения, получен способ изготовления нетканого материала, на котором отпечатаны знаки и/или рисунки и который имеет определенную мягкость или стойкость.
Способ содержит этап обработки нетканого полотна посредством гидротиснения (фиг.4) или термотиснения (фиг.5) и последующего этапа печати, причем этап печати содержит:
— применение оборудования для печати на нетканом материале, содержащего приводимое основание для подачи указанного нетканого материала и, по меньшей мере, один приводимый печатающий элемент;
— подачу в указанное оборудование указанного листа нетканого материала;
— выполнение печати (1-12 цветов) на указанном нетканом материале под управлением и по командам блока управления и команд, описанного выше, причем указанный блок управления и команд в рабочем положении соединен с указанным основанием и, по меньшей мере, одним печатающим элементом таким образом, чтобы обнаруживать электрические сигналы от указанного основания и, по меньшей мере, одного печатающего элемента, преобразовывать указанные сигналы в численные значения, представляющие состояние их угловой скорости и вращающего момента, сравнивать указанные численные значения с отношениями предварительно заданных численных значений указанных угловых скоростей и указанных вращающих моментов, и посылать сигналы указанному основанию и, по меньшей мере, одному печатающему элементу для коррекции любых возможных изменений указанных величин, которые выходят за пределы указанных отношений.
Предпочтительно, блок управления и команд действует отдельно и независимо на каждом электродвигателе, который приводит в действие соответствующий вращающийся элемент оборудования таким образом, чтобы соотноситься с одной электрической осью.
Кроме того, блок управления может осуществлять контроль того, что операция печати осуществляется на предназначенных участках, отличных от участков, на которых выполнены обработки гидротиснением или термотиснением. Другими словами, как описано выше, со ссылками на тот факт, что обработки гидротиснением и термотиснением не накладываются, управление печатью также в этом случае осуществляется таким образом, что она выполняется на участках, не охваченных указанными обработками таким образом, что наложение исключается.
Управление блоком управления и команд может также осуществляться по дополнительному автоматическому замкнутому контуру, как описано выше, содержащему устройство захвата изображения.
Способ может также содержать рабочий этап использования удерживающего средства, такого как описанное выше, для удерживания листа нетканого материала на внешней поверхности основания. Рабочий этап использования удерживающего средства осуществляют с применением всасывающих вентиляторов, которые, всасывая воздух от внешней стороны внутрь основания через сквозные отверстия, удерживают нетканый материал на указанном основании.
Рабочий этап использования удерживающего средства осуществляют с применением всасывающих вентиляторов, которые, всасывая воздух от внешней стороны внутрь основания через сквозные отверстия, удерживают нетканый материал на указанном основании.
Способ также содержит этап управления работой удерживающего средства указанным блоком управления и команд, как описано выше.
Кроме того, может применяться этап отделения воды от воздуха, всасываемого всасывающими вентиляторами.
Этап печати (1-12 цветов) осуществляют способами флексографской (чернила) или трафаретной (цветная паста) печати, известными в данной области, и, предпочтительно, содержит этап управления применением красок, осуществляемого блоком управления и команд посредством оптимизации характеристик каждой краски, таких как расход, давление и вязкость, в зависимости от типа нетканого материала, на котором осуществляют печать. Кроме того, этот этап будет осуществляться точно, как описано выше.
Также может осуществляться этап расширения для обеспечения того, что высота изделия будет поддерживаться неизменной.
Этапы гидротиснения и термотиснения соответствуют этапам, описанным выше, и они не будут здесь повторяться.
Согласно другому объекту изобретения, получена установка для изготовления отпечатанного нетканого материала, содержащая оборудование 8 для печати и, по меньшей мере, одно оборудование 1, 2 для гидротиснения (фиг.4), или оборудование 6 для термотиснения (фиг.5). Соответствующее оборудование соответствует тому, которое уже было подробно описано выше, и может включать указанные средства управления.
Нетканый материал будет содержать, например, 5-95% от всей поверхности, обработанной гидротиснением, и остающуюся поверхность, то есть 95-5%, отпечатанную на 2-100%. В случае когда используют обработку термотиснением и обработку печатью, нетканый материал может содержать 2-30% поверхности, обработанной гидротиснением, и остальная часть может быть отпечатана.
1. Способ изготовления нетканого материала из однослойного или многослойного листа нетканого материала посредством обработки указанного листа на этапах гидротиснения и термотиснения, при этом указанные этапы тиснения применяют в любом порядке, отличающийся тем, что указанные два различных этапа тиснения осуществляют на указанном листе нетканого материала на разных предназначенных участках.
2. Способ по п.1, отличающийся тем, что этапы гидротиснения и термотиснения осуществляют под контролем и по командам блока управления и команд таким образом, что указанные этапы осуществляют на разных и предназначенных участках нетканого материала в соответствии с заданной моделью.
3. Способ по п.2, отличающийся тем, что заданная модель считывается программой, загруженной в блок управления и команд, таким образом, чтобы выдавать инструкции при помощи электрических сигналов для выдачи команд и контроля того, что этап гидротиснения выполнен на заданных участках нетканого материала, отличных от охваченных этапом термотиснения.
4. Способ по п.1, отличающийся тем, что этап обработки гидротиснением осуществляют так, чтобы охватывать поверхность листа нетканого материала, соответствующую 5-95% всей поверхности, а оставшуюся часть обрабатывают термотиснением.
5. Способ по п.2, который содержит этапы
применения по меньшей мере одного оборудования для обработки гидротиснением и одного оборудования для обработки термотиснением;
подачи в указанное оборудование листа нетканого материала;
выполнения обработок гидротиснением и термотиснением в любом порядке под управлением блока управления и команд, при этом блок управления и команд в рабочем положении соединен с указанным оборудованием таким образом, чтобы выдавать инструкции при помощи электрических сигналов для выдачи команд и контроля того, что обработки гидротиснением и термотиснением выполняются на заданных и предназначенных участках листа нетканого материала.
6. Способ по п.5, в котором в ходе обработок гидротиснением и термотиснением блок управления и команд обнаруживает электрические сигналы, исходящие от приводных элементов для нетканого материала, преобразует указанные сигналы в численные значения, представляющие состояние их угловой скорости и вращающего момента, сравнивает указанные численные значения с предварительно заданными отношениями численных значений указанных угловых скоростей и вращающих моментов, и посылает сигналы указанным элементам для коррекции любых возможных изменений указанных величин, которые выходят за пределы указанных отношений.
7. Способ по п.1, в котором этапы обработки гидротиснением и термотиснением выполняют непрерывно на одной производственной линии со скоростями подачи, которые могут превышать даже 400 м/мин.
8. Способ по п.2, который содержит этап автоматического регулирования по замкнутому циклу.
9. Способ по п.8, в котором регулирование по замкнутому циклу содержит систему с цветной видеокамерой в качестве преобразователя, которая держит под контролем фиксированные маркеры, сделанные в ходе обработок гидротиснением и термотиснением, и вмешивается в процесс в случае, когда отношения/расстояния отличаются от установленных и сохраненных.
10. Способ по п.8, в котором регулирование по замкнутому циклу содержит по меньшей мере одно устройство захвата изображения, которое в рабочем положении соединено с блоком управления и команд и пригодно для постоянного контроля листа нетканого материала на предмет наличия складок или изменений модели обработки гидротиснением или термотиснением.
11. Способ по п.1, который содержит первый этап обработки гидротиснением и второй этап обработки термотиснением.
12. Способ по п.11, в котором первый этап обработки гидротиснением содержит первую обработку листа нетканого материала при перемещении на цилиндрическом основании, и вторую обработку гидротиснением при перемещении на плоском основании.
13. Способ по п.11, в котором после этапа обработки гидротиснением и перед этапом обработки термотиснением лист нетканого материала подвергают операции сушки.
14. Способ по п.1, который содержит первый этап обработки термотиснением и второй этап обработки гидротиснением.
15. Способ по п.1, который содержит этап намотки нетканого материала на бобину после двух этапов обработки гидротиснением и термотиснением.
Способ по п.1, который содержит этап намотки нетканого материала на бобину после двух этапов обработки гидротиснением и термотиснением.
16. Способ по п.1, в котором этапы гидротиснения и термотиснения выполняют на листе нетканого материала таким образом, что соответствующие эффекты мягкости и ворсистости накладываются.
17. Способ по п.1, который содержит этап регулирования растяжения.
18. Способ по п.1, который содержит этап управления выравниванием.
19. Способ по п.2, который содержит этап печати после указанных этапов обработки гидротиснением и термотиснением.
20. Способ по п.19, в котором указанный этап печати содержит
применение печатного оборудования для нетканого материала, содержащего приводимое основание для подачи указанного нетканого материала и по меньшей мере один приводимый печатающий элемент;
подачу в указанное оборудование указанного листа нетканого материала;
выполнение печати на указанном нетканом материале под управлением и по командам вышеупомянутого блока управления и команд, причем указанный блок управления и команд в рабочем положении соединен с указанным основанием и по меньшей мере одним печатающим элементом таким образом, что он обнаруживает электрические сигналы, исходящие от указанного основания и по меньшей мере одного печатающего элемента, преобразует указанные сигналы в численные значения, представляющие состояние их угловой скорости и вращающего момента, сравнивает указанные численные значения с отношениями заданных численных значений указанных угловых скоростей и указанных вращающих моментов, и посылает сигналы указанному основанию и, по меньшей мере, одному печатающему элементу для коррекции любых возможных изменений указанных величин, которые выходят за пределы указанных отношений.
21. Установка для изготовления нетканого материала, которая содержит производственную линию, содержащую по меньшей мере одно оборудование (1, 2) для гидротиснения и по меньшей мере одно оборудование (6) для термотиснения для обработки нетканого материала (W), систему приводных элементов (3, 4, М) для подачи нетканого материала по указанной системе и блок (7) управления и команд, в рабочем положении соединенный с механическими и электронными компонентами каждого из указанного оборудования для гидротиснения и термотиснения таким образом, чтобы соответствующие обработки осуществлялись на предназначенных участках нетканого материала.
22. Установка по п.21, в которой блок (7) управления и команд соединен со всеми электродвигателями приводных элементов (3, 4, М), которые расположены вдоль производственной линии, при помощи электрических линий.
23. Установка по п.21, в которой содержится система видеокамер TVI, TV2 в качестве преобразователя для получения дополнительного средства управления производственным процессом при помощи автоматической системы коррекции с непрерывным и замкнутым контуром.
24. Установка по п.21, которая содержит множество датчиков (S1-S4), которые расположены вдоль производственной линии для обнаружения постоянного наличия эффекта растяжения.
25. Установка по п.21, которая содержит устройства для регулирования выравнивания нетканого материала по всей производственной линии.
26. Установка по п.25, в которой указанные устройства содержат датчики (L, С), пригодные для измерения положения нетканого полотна (W) относительно приводных элементов (3, 4, М), и устройства, пригодные для коррекции положения полотна.
27. Установка по п.21, которая содержит оборудование (8) для печати, расположенное во взаимосвязи с производственной линией.
28. Установка по любому из пп.21 или 27, которая содержит оборудование (8) для печати на нетканом материале, содержащее основание (9), по меньшей мере один печатающий элемент (10), средство (11) для удерживания нетканого полотна (W) на основании и направляющее средство (12), пригодное для направления и удерживания нетканого полотна при движении к указанному оборудованию и от него, причем оборудование соединено с блоком (7) управления и команд.
29. Нетканый материал, который имеет участки, обработанные гидротиснением, и участки, обработанные термотиснением, при этом указанные участки, обработанные гидротиснением, и указанные участки, обработанные термотиснением, являются разными предназначенными участками.
30. Нетканый материал по п.29, в котором участок, обработанный гидротиснением, занимает 5-95% всей поверхности нетканого материала, а оставшаяся часть обработана термотиснением.
31. Нетканый материал по п.29, в котором участки, обработанные гидротиснением, перекрывают участки, обработанные термотиснением.
32. Использование нетканого материала по любому из пп.29-31 в качестве увлажненной салфетки с гигиеническими целями.
33. Использование нетканого материала по любому из пп.29-31 в качестве протирочной ткани, которая может быть пропитана моющим средством или воском для мебели.
ОБОРУДОВАНИЕ ДЛЯ НЕТКАНЫХ МАТЕРИАЛОВ ИЗ СТЕКЛОВОЛОКНА
Заявление › ТЕХНИКА › Технические характеристики ›
Оборудование для нетканых материалов из стекловолокна SICAM могут рассказать историю длиной более 50 лет: от их первого применения в 60-е годы в текстильной отрасли, от распространения в 80-х гг. нетканых материалов до самых современных технологических и конструкционных инноваций машиностроения.
нетканых материалов до самых современных технологических и конструкционных инноваций машиностроения.
Опыт в сфере профессиональности и эксплуатационной гибкости позволили SICAM сотрудничать с международными лидерами по поставке комплексного оборудования для производства нетканых материалов, используя логику win win, основанную на поставку клиенту стоящий продукт, основанный на постоянных улучшениях, благодаря расширению синергии SICAM и других задействованных предприятий.
SICAM может поставлять:
- Оборудование для окончательной отделки стеклотканей SICAM
- Оборудование для матов из резанной нити SICAM
- Статические печи для камней и стеклотканей
- Системы резки для стеклонитей
Оборудование для окончательной отделки стеклотканей SICAM применяется для пропитки стеклоткани химическими продуктами, которые делают ткань пригодной для укрепления разного типа смол, как происходит при производстве электрических плат.
SICAM предлагает оборудование, состоящее из устройства для разворачивания со сварочным аппаратом, компенсатора, узлом пропитки, вертикальной печи для сушки и полимеризации, компенсатора на выходе и рулонировщика.
Технические характеристики
| Рабочая ширина | 1200-2500 мм |
| Производственная скорость: | 50- 200 м/мин |
| Масса на 1 м2 продукции: | 60-200 gsm |
| Рабочая температура: | 200 °C |
| Система нагрева: | Газовые горелки |
| Ventilation: | impingement mode |
| Space between the conveyors: | 5-250 мм |
Системы MAT для резанной нити SICAM используются в нетканых материалах, предназначенных для усиления смол, которые применяются в мореходстве для изготовления корпусов и производства резервуаров и деталей из усиленной смолы.
SICAM предлагает оборудование, состоящие из формовочной зоне, где стеклонити, направляемые с бобин, режутся и равномерно укладываются на вытяжном ковре, из зоны пропитки, где материал пропитывается при помощи термопластичного порошка или эмульсии формальдегидной мочевины, из печи, которая осуществляет сушку и полимеризацию продукции.
На выходе материал каландрируется по толщине, нарезается и скатывается в рулоны.
Схема оборудования для матов
Секция формовки
секция резки стеклонити
Стекловолокно в зоне формовки
мат на выходе из формовки
Печь для нарезанного мата
Рулонировщик
конечный продукт
Технические характеристики
| Рабочая ширина | 1600-4500 мм |
| Производственная скорость: | 5- 45 м/мин |
| Масса на 1 м2 продукции: | 80-1200 gsm |
| Рабочая температура: | 230 °C |
| Система нагрева: | Газовые горелки |
| Ventilation: | air through system |
Статические печи SICAM используются при низкой температуре сушки стеклянных бобин или при высокой температуре для обработки стеклоткани для ее подготовки к пропитке, очищая материал от всех смазочных материалов, используемых во время фактурирования тканей.
Технические характеристики
| Емкость камеры печи: | около 100 м3 |
| Максимальная рабочая температура: | 450 °C |
| Система нагреваs: | Газовые горелки |
SICAM широко применяет и оптимизирует надежные и точные системы резки стеклонитей, материала, который применяется для укрепления пластиковых материалов, в светопрозрачных пластинах, в технических нетканых материалах, получаемых в результате термокомпрессионного сшивания.
Технические характеристики
| Рабочая ширина: | 300-4000 мм |
| Производственная скорость: | 5- 300 м/мин |
Оборудование для производства нетканых материалов оптом из компании производители (2022)
информацию подготовил(-a): Кирилл Семин
10. 08.2022
08.2022
Поиск покупателей оборудования для производства нетканых материалов за рубежом
Если вы хотите наладить сбыт вашей продукции оптом или вы хотите продвинуть ваше бренд оборудования для производства нетканых материалов в РФ, то вы можете обратиться к нам. В чем мы можем вам помочь:
- Получать заявки на покупку «оборудования для производства нетканых материалов» крупным и мелким оптом.
- Сделать рассылку по крупным заводам и потребителям
- Организовать участие в выставках
- Подготовить все разрешительные документы для таможни и законной продаже в РФ
- Найти подходящий склад и организовать план по занятию доли рынка
- Анализ рынка оборудования для производства нетканых материалов — 2022.
- Обзор структуры импорта
оборудование для производства нетканых материалов ввозимых на территорию РФ
Установлены запрет и ограничения ввоза сельскохозяйственной продукции, сырья и продовольствия из стран, поддержавших санкции в отношении России, согласно Указу Президента РФ от 06. 08.2014 N560 «О применении отдельных специальных экономических мер в целях обеспечения безопасности Российской Федерации»
08.2014 N560 «О применении отдельных специальных экономических мер в целях обеспечения безопасности Российской Федерации»
- Оборудование для производства нетканых материалов: Комплексная линия для производства нетканых материалов SSMMXS 4200 PP REICOFIL 4s Spunbonding, «REIFENHÄUSER REICOFIL GmbH & Co. KG» (ГЕРМАНИЯ)
- Оборудование технологическое для легкой промышленности: оборудование для производства нетканых материалов из полипропиленовых или полиэфирных волокон, ANDRITZ Asselin-Thibeau S.A.S (ФРАНЦИЯ)
- Оборудование технологическое для текстильной промышленности, с маркировкой «OUNUO «: машина для крепления ручек к сумкам из нетканных материалов, ультразвуковая машина для сварки нетканных материалов, WENZHOU OUNUO MACHINERY CO.,LTD (КИТАЙ)
- Оборудование комплексной линии для производства нетканых материалов SSMMXS 4200 PP REICOFIL 4s Spunbonding: линия SIKOPLAST по переработке краёв нетканого материала, модель Sikorex 70, SIKOPLAST Maschinenbau Heinrich Koch GmbH (ГЕРМАНИЯ)
- Оборудование комплексной линии для производства нетканых материалов: система визуального контроля качества нетканых полотен IQ-TEX для линии SSMMXS 4200 PP REICOFIL 4s Spunbonding, Elbit Vision Systems Ltd. (EVS) (ИЗРАИЛЬ)
- Оборудование технологическое для легкой промышленности: оборудование для производства нетканых материалов из полипропиленовых или полиэфирных волокон ANDRITZ Asselin-Thibeau S.A.S (ФРАНЦИЯ)
- Wenzhou Ounuo Machinery Co.,Ltd (КИТАЙ)
- WENZHOU OUNUO MACHINERY CO.,LTD (КИТАЙ)
- Оборудование технологическое для текстильной промышленности, с маркировкой «OUNUO «: машина для крепления ручек к сумкам из нетканных материалов, ультразвуковая машина для сварки нетканных материалов, WENZHOU OUNUO MACHINERY CO.,LTD (КИТАЙ)
- ZHANGJIAGANG CITY ALT MACHINERY CO.,LTD (КИТАЙ)
- ANDRITZ Asselin-Thibeau S.A.S (ФРАНЦИЯ)
- Оборудование для переработки полимерных материалов: станок для резки изделий и (или) материалов на основе: пенопласта, поролона, нетканого материала, торговой марки MAPS, Huizhou Maps Industry Co., Ltd. (КИТАЙ)
- King Ultrasonic Co Ltd (ТАЙВАНЬ)
- Оборудование электросварочное промышленное: машины для ультразвуковой сварки нетканых материалов на напряжение 220 вольт, King Ultrasonic Co Ltd (ТАЙВАНЬ)
- Оборудование для переработки полимерных материалов: продольно-резательная машина для нетканых материалов, Wenzhou Ounuo Machinery Co. ,Ltd (КИТАЙ)
- WENZHOU OUNUO MACHINERY CO.,LTD (КИТАЙ)
- Оборудование технологическое для текстильной промышленности для производства нетканых материалов,, HONGDA RESEARCH INSTITUTE CO.LTD. (КИТАЙ)
- Оборудование технологическое для текстильной промышленности: автоматический станок для перемотки на шпули и дальнейшей нарезки нетканых материалов,, AMACO GROUP S.A.L.OFF SHORE (ЛИВАН)
- SINVTA INTERNATIONAL TECHNOLOGY LIMITED (КИТАЙ)
- Оборудование технологическое для легкой промышленности: машина намотки-резки текстильных материалов и нетканых материалов,, Qingdao Tongjia Textile Machinery Co., Ltd. (КИТАЙ)
- Оборудование технологическое для текстильной промышленности: Линия по производству иглопробивных термоскрепленных нетканых материалов, «Ying Yang» (КИТАЙ)
- RUIAN YONGTAI MACHINERY MANUFACTURE CO.,LTD (КИТАЙ)
- Оборудование технологическое для текстильной промышленности: установка для производства нетканых материалов (холстообразующая машина), Technoplants srl (ИТАЛИЯ)
- HONGDA RESEARCH INSTITUTE CO. LTD. (КИТАЙ)
- Оборудование технологическое для легкой промышленности (для теснения, скрепления (сварки) и резки нетканных материалов, синтетических материалов или пленки пвх), Ningbo Davison Machinery Manufacture Co.,Ltd (КИТАЙ)
- HONGDA RESEARCH INSTITUTE CO.LTD. (КИТАЙ)
- Jiangsu Yingyang Nonwoven Machinery Co.,Ltd (КИТАЙ)
- HONGDA RESEARCH INSTITUTE CO.LTD. (КИТАЙ)
- Dongguan City South Nekon Machinery Co., Ltd. (КИТАЙ)
- Оборудование технологическое для легкой промышленности: оборудование для производства нетканых материалов из полипропиленовых или полиэфирных волокон ANDRITZ Asselin-Thibeau S.A.S (ФРАНЦИЯ)
- Оборудование для переработки полимерных материалов: установка для термоклеевого соединения нетканых материалов,, ZHEJIANG HUAAN Machinery Co. Ltd. (КИТАЙ)
- Hangzhou Zhiling Nonwoven Machinery Co.,Ltd. (КИТАЙ)
- Оборудование для переработки полимерных материалов: установка для термоклеевого соединения нетканых материалов, ZHEJIANG HUAAN Machinery Co. Ltd. (КИТАЙ)
- Оборудование технологическое для легкой промышленности: линия по производству нетканых материалов SUZHOU TUE HI-TECH NONWOVEN MACHINERY CO.,LTD (КИТАЙ)
- Оборудование технологическое для текстильной промышленности: линия для производства изделий из нетканых материалов, торговых марок «OUNUO», «ONL», «ONL-A», «ONL-B». Продукция изготовлена в соответствии с ТР ТС 010/2011 «О , Wenzhou Ounuo Machinery Co., Ltd (КИТАЙ)
- Оборудование для переработки полимерных материалов: экструзионная линия производства нетканого полотна YAOAN Plastic Machinery Company., Ltd (КИТАЙ)
- Оборудование полиграфическое : машина для нанесения печатного логотипа на нетканые материалы Wenzhou Ounuo Machinery Co.,Ltd (КИТАЙ)
- Оборудование технологическое для легкой промышленности: установка резки нетканых материалов,, HANGZHOU ZHI LING NONWOVEN MACHINERY CO., LTD (КИТАЙ)
- SUPER ULTRASONIC CO., LTD. (ТАЙВАНЬ)
- Оборудование технологическое для легкой промышленности: непрерывная технологическая линия для производства иглопробивных нетканых материалов YYL-280 Jiangsu Yingyang Nonwoven Machinery Co. ,Ltd (КИТАЙ)
- Оборудование технологическое для легкой промышленности: оборудование для производства нетканых материалов из полипропиленовых или полиэфирных волокон, ANDRITZ Asselin-Thibeau S.A.S (ФРАНЦИЯ)
- Оборудование для обработки полимерных материалов: оборудование для производства шапочек из нетканого материала, ZHANGJIAGANG CITY ALT MACHINERY CO.,LTD (КИТАЙ)
- SUPER ULTRASONIC CO., LTD. (ТАЙВАНЬ)
- SUZHOU TUE HI-TECH NONWOVEN MACHINERY CO.,LTD (КИТАЙ)
- Оборудование электросварочное промышленное: машины для ультразвуковой сварки нетканых материалов на напряжение 220 вольт King Ultrasonic Co Ltd (ТАЙВАНЬ)
- Оборудование технологическое для легкой промышленности: установка резки нетканых материалов,, HANGZHOU ZHI LING NONWOVEN MACHINERY CO., LTD (КИТАЙ)
- Оборудование для обработки полимерных материалов: оборудование для производства шапочек из нетканого материала, ZHANGJIAGANG CITY ALT MACHINERY CO.,LTD (КИТАЙ)
- Оборудование электросварочное промышленного применения: аппараты для ультразвуковой сварки нетканых материалов TELSONIC AG (ШВЕЙЦАРИЯ)
- Оборудование текстильной промышленности: установка NS LAB, для изготовления нетканых материалов, ELMARCO s. r.o. (Чехия)
- Оборудование технологическое для легкой промышленности: машина для нарезки и складывания нетканых материалов, SINVTA INTERNATIONAL TECHNOLOGY LIMITED (КИТАЙ)
 (EVS) (ИЗРАИЛЬ)
(EVS) (ИЗРАИЛЬ) ,Ltd (КИТАЙ)
,Ltd (КИТАЙ) LTD. (КИТАЙ)
LTD. (КИТАЙ) Ltd. (КИТАЙ)
Ltd. (КИТАЙ) ,Ltd (КИТАЙ)
,Ltd (КИТАЙ) r.o. (Чехия)
r.o. (Чехия)Наиболее распространенные страны по доставке оборудования для производства нетканых материалов
Наиболее популярные способы доставки оборудования для производства нетканых материалов:
SMS/SXS Оборудование для производства нетканых материал для Медицинский (id 87446312)
Производственная линия для изготовления спанбонд, мельтблаун, композитных нетканых материалов имеет удобное управление, простой и интуитивно понятный интерфейс, оснащен виртуальным ассистентом. Благодаря новым цифровым решением создаются условия для интеллектуального автоматизированного производства. Линия оснащена цифровыми функциями, такими как: прогнозирование качества, выявление отклонений от нормального состояния или диагностично техническое обслуживание, помогут вам достигнуть идеального качества и максимально надежного технологического процесса производства.
Линия оснащена цифровыми функциями, такими как: прогнозирование качества, выявление отклонений от нормального состояния или диагностично техническое обслуживание, помогут вам достигнуть идеального качества и максимально надежного технологического процесса производства.
Спанбонд — это легкий, но прочный, пропускающий воздух, но удерживающий тепло, экологически безвредный материал, используемый в медицине (при производстве масок, халатов, бахил, расходных материалов), строительстве, сельском хозяйстве, изготовлении мебели и огромном количестве других отраслей.
Сырье: полипропиленовая гранула, смеси, добавки;
Производственный процесс: При вытягивании высокотемпературной нити определенное количество полипропилена, Мастербатч и добавок вытягивается в сетку при вакуумном давлении, которые склеиваются друг с другом в каландре.
Особенности продукта: простота в эксплуатации; Высокая производительность; нет загрязнения и нет отходов; Однородность ткани и высокая прочность.
Применение: Конечный продукт используются для гигиенических товаров и изделий медицинского назначения.
Благодаря сменной мелтблаун-кассете возможно на одной производственной линии использование разных технологий:
1) однородное качество волокна по всей структуре материала — оптимальные барьерные и фильтрационные свойства производимого материала. Основные факты:
— Диаметр волокна <1μm
— До 75 hpi
— Подходит для НЕРА-фильтра (высокоэффективный сухой воздушный фильтр)
2) Многорядная технология — идеальные эластичные и абсорбирующие свойства производимого материала. Основные факты:
— Высокая скорость производства (объем выпуска)
— постоянство показникив начального веса
— Хорошая прочность волокна
Мельтблаун
Мельтблаун — это материал получаемый фильерным способом. Волокна взбиваются и укладываются непосредственно на конвейер, без вытягивания. Данный материал обладает повышенными гидрофильными и барьерными свойствами по отношению к проникновению микроорганизмов, что позволяет его использовать в качестве фильтрующего слоя в хирургических масках, респираторах и других фильтрующих элементах.
Барьерный свойства.Материал удерживает внутри самые микроскопические и вредные бактерии.
Фильтрует мелкодисперстную пыль благодаря структуре из волокон 1-5мкр
Повышенная или полная водонепроницаемость, при одновременной воздупроницаемости.
Структура материала, состоящая из хаотично расположенных волокон полипропилена, обеспечивает высокую сорбционную емкость и быстроту сорбции.
Мельтблаун (meltblown)
нетканый материал, полученный из полипропиленовых микроволокон толщиной 1-5 микрон. В отличие от спанбонда, волокна взбиваются и укладываются непосредственно на конвейер, без вытягивания.
Основные качества:
За счет толщины волокон мельтблаун имеет существенные преимущества перед традиционными неткаными материалами. К ним относятся сильно возросшая равномерность, как визуальная, так и физическая, лучшее покрытие на единицу поверхности, повышенная или полная водопроницаемость при одновременной воздухопроницаемости, а также высокие фильтрационные свойства. Мельтблаун характеризуется значительным эффектом фильтрации, абсорбции и изоляции.
Мельтблаун характеризуется значительным эффектом фильтрации, абсорбции и изоляции.
Применение:
Области применения материала значительно расширяются за счет возможности его нанесения на воздухонепроницаемые субстраты, такие, как нетканые материалы, текстильные изделия и т.д.
Данный материал обладает повышенными гидрофильными и барьерными свойствами по отношению к проникновению микроорганизмов, грибков, что позволяет его использовать в качестве фильтрующего слоя в хирургических масках, респираторах. Мельтблаун успешно используется в фильтрах пылесосов, респираторов, производственных масок, фильтрах для фильтрации жидкостей и даже газов.
Так же как и многие нетканые материалы (спанбонд, спанлейс, СМС) мельтблаун применяется для изготовления одноразовой медицинской одежды.
Гигиена тоже широко использует мельтблаун при изготовлении женских гигиенических салфеток, детских памперсов.
При пошиве одежды мельтблаун может выступать, как термоизолятор так как он имеет микропористую структуру, заполненную статическим воздухом. Его легко можно встретить в спецодежде или как заменитель синтетической кожи.
Его легко можно встретить в спецодежде или как заменитель синтетической кожи.
Мельтблаун может использоваться в качестве масляных салфеток, применяемых в нефтяной среде, при перевозке нефтепродуктов, производстве нефти и т.д. Кроме того, при добавлении целлюлозы салфетки могут использоваться для вытирания воды в домашнем хозяйстве, для разных поверхностей.
SMS три-головка линия для производства мельтблаун и спанбонд | ||||
Эффективная ширина | GSM диапазон | Макс. Скорость | Производственная мощность | Годовая производительность |
1600 |
8-200 |
400 | 11 | 4000 |
2400 | 16,4 | 6000 | ||
3200 | 22 | 8000 | ||
4800 | 32,9 | 12000 | ||
Конфигурация машин может быть настроена в соответствии с вашими потребностями! | ||||
Особенности | |
Дозирования и дозирующего оборудования | Вакуумная система всасывания или подачи воздуходувки. |
Спиннинг луч | Один слой-вешалка распределение расплава, изготовленный защищены 4-мя видами координат ЧПУ, шлифовка, вручную. |
Закалки камеры | Несколько слоев многоступенчатых медовых тарелок с отверстиями разных размеров. Закалка распределения воздуха является равномерным и проще для демонтажа |
Растяжка канал | Внутренняя стенка изготовлена из полированной нержавеющей стали, верхние и нижние тянущиеся каналы могут регулировать ширину слота одновременно. |
Рассеивающий канал | Канал изготовлен из нержавеющей стали. Специальный процесс формирования и технология сварки гарантируют, что весь канал плоский и нет |
Конвейер | Ролики проверяются динамическим балансом, чтобы гарантировать работу в стабильной ситуации. |
Изготовленный аэродинамическим способом по технологии системы | Импортный винтовой вентилятор был применен для создания растягивающего воздуха. Давление постоянное, давление спиннинга ниже, выше |
Электрическая система управления | Вся машина управляется PLC, двигатель инверсии переменного тока для всей системы синхронизации, параметры процесса и неисправность |
 Гравиметрическая измерительная система с точной точностью. Автоматическая сигнализация для высоких и низких
Гравиметрическая измерительная система с точной точностью. Автоматическая сигнализация для высоких и низких Поверхность предварительно прессованного ролика покрыта
Поверхность предварительно прессованного ролика покрыта
Нетканый материал для | Нетканый материал для | Нетканый материал для | Нетканый материал для | Нетканый материал для |
Гигиена полости рта | Медицинский | Промышленность | Сельское хозяйство | Фильтрующий материал |
Spunbond нетканых материалов в основном приложений | |
Нетканое полотноУпаковкаПродукт | Хозяйственная сумка, рисовая упаковка, чайная сумка, упаковка для одежды и т. |
Нетканое полотноГигиена полости ртаПродукт | Детские и взрослые подгузники: верхние листы, задние листы, уши, ленты, посадочная зона; |
Нетканое полотноМедицинскийПродукт | Крышка хирурга, маска хирурга, одноразовая одежда, хирургические драпировки, хирургический лист, бахилы и т. Д. |
Нетканое полотноТехническиеПродукт | Геотекстиль: защита от эрозии, фильтрация, армирование, дренаж, разделительные слои, обогащение насыпью и т. д. |
Нетканое полотноМебель для офисаПродукт | Кровати: карманные пружины, матрасы, подушки, покрывала для кровати, одноразовые постельные принадлежности |
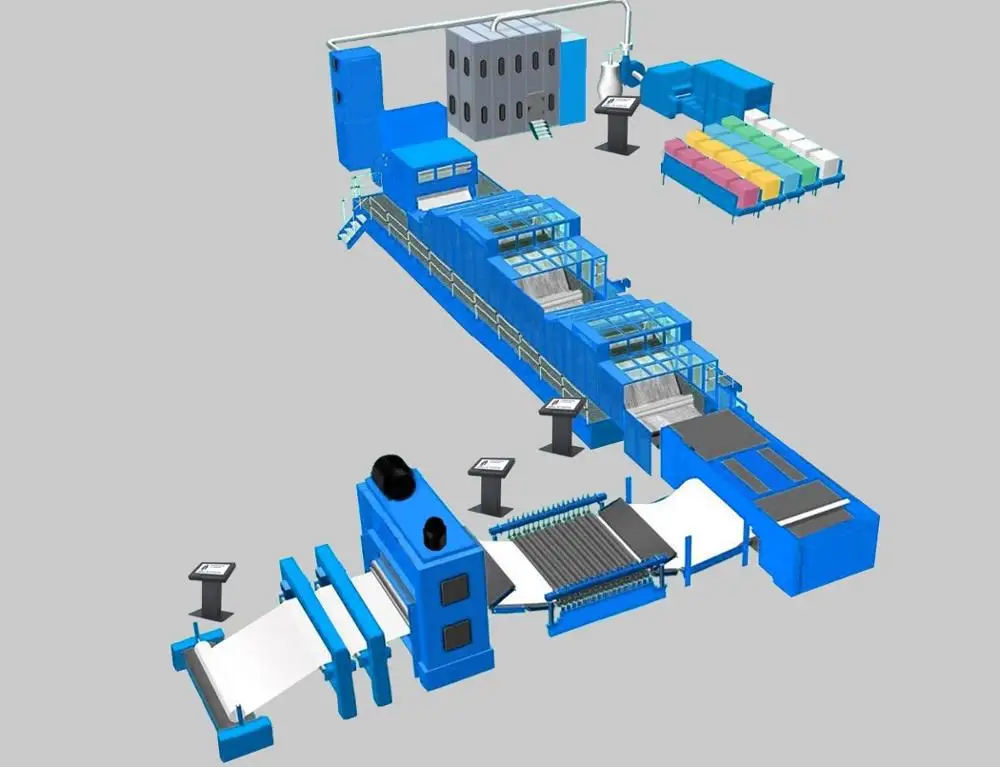 д.
д. Д.
Д.
Spunmelt композитные нетканые материалы в основном применения | |
Нетканое полотноГигиена полости ртаПродукт | Детские и взрослые подгузники |
Нетканое полотноМедицинскийПродукт | Маска хирурга, хирургические драпировки и т. Д. |
Нетканое полотноФильтрацииПродукт | Газ, воздух, жидкости (бензол, вода, кровь) и т. Д. |
РаботаЗащитаПродукт | Защитная одежда, дыхательные маски |
Мельтблаун (meltblown) в основном приложений | |
Нетканое полотноГигиенические прокладкиПродукт | Ребенок и гигиена полости рта |
Нетканое полотноАбсорбентыПродукт | Впитывающие салфетки и протирающие салфетки |
Нетканое полотноФильтрацииПродукт | Газ, воздух, жидкости (бензол, вода, кровь) и т. |
 Д.
Д.
Машины и оборудование | Производство нетканых материалов
- A
- Б
- С
- Д
- Е
- Ф
- Г
- Х
- я
- Дж
- К
- л
- М
- Н
- О
- Р
- В
- Р
- С
- Т
- У
- В
- Вт
- х
- З
А.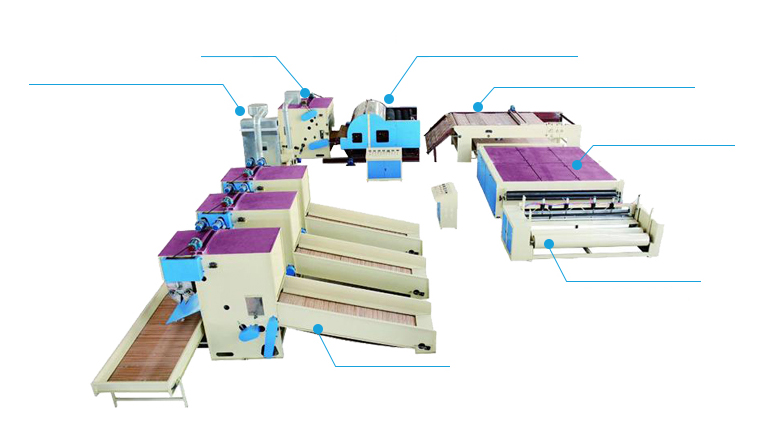 К.М. Инжиниринг С.Р.Л.
К.М. Инжиниринг С.Р.Л.
A.Celli Нетканые материалы S.p.A.
Абсолют Производство, ООО
AccuSentry, Inc.
Аккувеб, Инк
Ас Пак Пасифик
АДЭ Срл
Aeroglide, Группа компаний Бюлер
Айхеле Веркцойге ГмбХ
Air Systems Design, Inc.
Система нетканых материалов Airlaid
Албаад США
Albany International Engineered Fabrics
Алена СЗ от Aeris Group
Аллертекс Америки
Станок Альянса и гравировка
Allimand-Interweb Inc.
Allstates Textile Machinery, Inc.
АЛС Лимитед
Американский передний край
Амотек Срл
ANDRITZ Нетканый материал
ANDRITZ Асселин-Тибо
Андриц Диатек Срл
Ткани и рулоны ANDRITZ
Андритц Кюстерс ГмбХ
ANDRITZ Laroche SAS
Andritz Perfojet SAS
Аньхой RCH MACHINERY CO. , LTD
, LTD
Анпап Айрлайд
Аньцин Хэнчан Машинери Лтд
Гимн Соединенных Штатов красоты
ООО «Апис Рекс Консалтантс»
ASI, подразделение термальных технологий, Inc.
АСЛАНЛИ
Усовершенствованные ткани AstenJohnson
Атекс Инк
Корпорация ATI Северной Америки (ATI)
ООО «Аулона Машинери»
Решения АУТЕФА
Autefa Solutions North America Inc.
Automatic Handling International, Inc.
AZX Machinery Co,. ООО
Б. Ф. Перкинс
Компания Badger Plug
Бахрейн Нетканый материал Wll
Балемастер
Bandz USA Inc.
Производственная компания Барнхардта
Бекманн Конвертинг, Инк
Bell Flavors & Fragrances GmbH e
Bematic s.r.l.
Приборы для испытаний материалов Benz
Компания Best Cutting Die Co.
Бета Машины
Корпорация Биакс-Файберфильм
Бикма Технологии
Корпорация Биг-Нано
Березовые братья Южный, Inc.
Бомби Мекканика
Кардочесальные машины Bonino
ООО «Бошерт»
Брюкнер Текстильные Технологии
BST Северная Америка
БЦР Интернэшнл
CG Bretting Manufacturing Co. , Inc.
, Inc.
К.А. Литцлер Ко., Инк.
Calemard (см. Spoolex)
САМ Машины
Кама Группа
Кэмпбелл Обертка
КАМПЕН Машины
Canalair Service srl
Carolina Knife & Manufacturing, Inc.
Карвер Нетканые Технологии
Литые алюминиевые решения
Кэтбридж Машинери
CB Packaging A.P.I. S.R.L. социально-уникальный
Решения для переработки целлюлозы
Чейз Машин энд Инжиниринг, Инк.
Чикагский режущий штамп
КЛ НЕТКАНЫЙ
Coley Company — Фирма по поиску нетканых материалов
Комерио Эрколе
Коперион К-Трон
Корматекс С. р.л.
р.л.
Коттон Инкорпорейтед
CPS Company S.r.l.
CU4innovation GmbH
Курт Г. Джоа, Inc.
DPL — Disposable Products Industries LTD.
Dan-Web Machinery A/S
Даройтекс С. Р.Л.
Р.Л.
Стандарт Дэвиса
Дюрр Системс, Инк.
Дюрр Системс, Инк.
ДБМ ИОАННОУ
Decoup+ (см. Spoolex)
ДЕЛЬТА ООО
Технология переработки подгузников®
Корпорация Диенес
Dienes Werke GmbH & Co.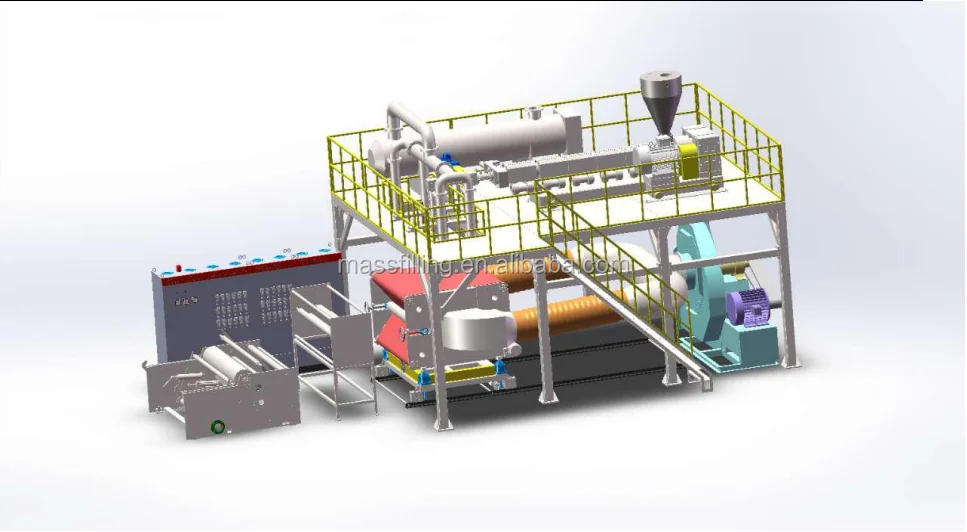 KG
KG
Дило Системы ГмбХ
Консультационная служба по расходным материалам
Многопрофильное текстильное оборудование
Dotec Liftassists
Двойной Е
Dover Flexo Electronics, Inc.
Дюкан
Технология Эдельманн
ЭФФЭ 4
Элита Кэмерон Инк.
Эльмарко
ЭЛЬСНЕР
Эмерсон
Эммеби Импианти с.р.л. — Технология аэротекстиля
Эмтек Электроник ГмбХ
Энгквист Консалтинг
Энка Техника ГмбХ
Экструзионная группа, ООО Эксперты по нетканым материалам
Fagus GreCon, Inc
Файт Групп
Фалу АГ
Группа Фамеканика
FARE’ S.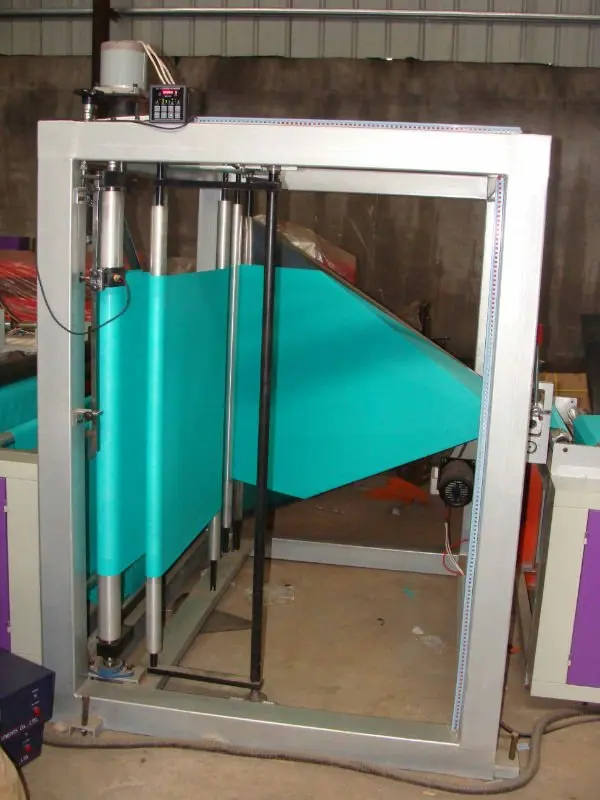 p.A.
p.A.
Фи-Тек Инк
Корпорация технологий Фиберио
Файф
ТКАНИ FILCON / NIPPON FILCON CO.,LTD
Пятерки
FOCKE & CO — Focke Packaging Solutions GmbH
Фокус Продажи и Маркетинговая Группа, ООО.
Форд, Тримбл и партнеры
Formfiber Дания APS
Форте Технолоджи, Инк.
Фошань AZX Machinery Co., Ltd
Фостер Игла Ко.
Фурне Полимертехник ГмбХ
Франкл и Томас, Инк.
Компания Fujian Peixin Machine Manufacture Industry Co. Ltd.
Гард Кемикалс
Гарнетт Контролс Лтд
ГДМ СПА
Генерал Магнаплейт
Гесснер и партнеры
Гевас ГмбХ
ООО «Глобал Нонвовенз Интернэшнл»
Гнейс Кунстштоффтехник ГмбХ
Гнейсс, Инк.
Корпорация Голденрод
ГРАНД А.В.
Фильтры Великих озер
Гроз-Беккерт KG
Оборудование Гуанчжоу Синши
H&C Металлы
Ханчжоу Fengshang Industrial Co. , Ltd
, Ltd
Ханчжоу New Yuhong Machinery Co., Ltd
Ханчжоу Wipex Нетканые материалы Co., Ltd
HANSA INDUSTRIE-MIXER GmbH & Co.KG
Ханвэй Машиностроение
Корпорация Харрис Инструмент
Хассан Групп
Хастем ГмбХ
HCI Converting Equipment Co. , Ltd.
, Ltd.
Решения для здоровья и красоты
Хергет ГмбХ
Herrmann Ultraschalltechnik GmbH & Co. KG
Herrmann Ultrasonics, Inc.
Хифайбер
Хиллз, Инк
ХИП-Мицу
Hongxiang New Geo-Material Co. , Ltd.
, Ltd.
Группа брендов Hospeco
Гиперион Материалы и технологии
Ибис Интернэшнл, Инк
Idrosystem Energy Srl
Илапак, Инк.
ИМА-ТМС
Независимая машина
Infinity Machine & Engineering
Международная режущая матрица
Международный нож
Инвестконсульт Швеция AB
Ирема Ирландия
Italprogetti SRL
ITW Dynatec
ITW Pillar Technologies
Й. Циммер Машиненбау ГмбХ
Циммер Машиненбау ГмбХ
Джейкоб Холм
Jacobsen Lenticular Tool & Cylinder Engraving Technologies Co. (JacoTech)
Цзянсу JWC Machinery Co., Ltd
JOA Europe GmbH
Кансан
КАПП-Хеми ГмбХ и Ко. KG
Клитч Техник ГмбХ
Крусс ГмбХ
КВД Консалтинг Сарл
Labayen Y Laborde SL
Лейстер Текнолоджиз АГ (Крелус АГ)
Компания Луи П. Бэтсона
Бэтсона
Лува Пневмафил Инк
Лайонс Информационные Системы
MD Viola Macchine Srl.
Maag Automatik Inc.
Магис СпА
Майер Америка
Марк Р. Снайдер
Снайдер
Мартин Автомат
Макссесс
McAirlaid’s Inc.
McAirlaid’s Vliesstoffe GmbH
Механические специальности, Inc.
Корпорация Мега Скорости
Компания Menges Roller
Мензель LP
Меркантайл Девелопмент, Инк. (MDI)
(MDI)
Корпорация Микрекс
МИКРОЛАЙН SRL
Ролик Мид-Юг
Мобиэйр
ООО «МОКОН»
Корпорация MoistTech
МОНДОН
Монтальво
MS Ultraschall Technologie GmbH
Multitexx GmbH & Co. KG
KG
Наноинструменты
Национальная реактивная компания
Компания NCM по производству нетканых материалов Co. Ltd.
НДЦ Технологии
Нина Гесснер ГмбХ
Нельсон Лабораториз, ООО
New Era Converting Machinery, Inc.
NGR — Next Generation Recyclingmaschinen GmbH
Nicely Machinery Development Co., Ltd.
Компания Nippon Nozzle Co., Ltd.
Nippon Tungsten USA, Inc.
NOMACO GmbH & Co. KG
НОМАКО ГмбХ&КО.КГ
ООО «Нонвовен Сервисиз»
Системы дозирования клея Nordson — Нетканые материалы
Нутек Бикли
ОАСН Реп ООО
Obeetee Textiles Pvt. ООО
ООО
Эрликон Нетканый материал
OPM (этикетки и упаковка) Group Ltd.
ОПТИМА Машиностроение Корпорация
Нетканые материалы OPTIMA GmbH
OSK — Промышленные ремни Orhan
Оспри Корпорация
Отто Штубер Гмбх и Ко. кг
кг
OverEnd Technologies, Inc.
Корпорация Паннье
Компания по переработке бумаги
Папертек Инк.
Паркинсон Текнолоджиз Инк.
ПАРМОН СПА
ПДИ
Перл Текнолоджиз Инк.
Система ПФ AB
Корпорация упаковочного оборудования PFM
Преобразовательное оборудование и услуги Pinnacle
Поликот Корп.
Поливел
Порометр
Технологический фильтр/рабочая группа
Пропекс Глобал
ПРОТНЕР
Протон Продактс Инк
Специалисты по продуктам PSI
Технологии QComp
Цюаньчжоу Chuangda Machinery Manufacture Co. , Ltd
, Ltd
Бумажная фабрика Цюаньчжоу Дачан
Цюаньчжоу Hanwei Machinery Manufacturing Co., Ltd.
Цюаньчжоу Peixin Machinery Making Industrial
РКА Бигнами С.Р.Л.
Рамина Срл
Рандо-машина
RDI Медицинский
Рецикл PHP Inc.
Райфенхаузер Райкофил ГмбХ и Ко
Ричард Хаф Лимитед
RML Услуги и торговля SA
Робинсон, Инк
Rockwell Automation, Inc.
Родевиш, Инк.
Концепция рулона (см. Spoolex)
Spoolex)
ООО «Ролл-2-Ролл Технологии»
Ронтекс Америка, Инк.
Ротекшн Инжиниринг ГмбХ
RotoMetrics International A/S
Rufong Machinery (Чжэнчжоу) Co., Ltd
Runma Moulding Robot Arm Co., Ltd.
Райкобель Нв
Райеко
S&S Specialty Systems, LLC
Машинное оборудование Саньмин ПНВ
Сантекс Римар Групп
Саппликатор
Зауэрессиг ГмбХ + Ко. КГ
КГ
SAUERESSIG Поверхности
Шенк Видение
Шобер США, Inc.
Schott & Meissner Maschinen- und Anlagenbau GmbH
ШВИНГ Текнолоджиз ГмбХ
Scienta Oy
Seenqaaf Industrial Co.
Тестирование SGS-IPS
Шаньдун Тайпэн Нетканые материалы Лтд
Автоматика Шемеш
SICAM SRL
Siemens Process Industries и приводы
Sikoplast Recycling Technology GmbH
Конвейерные цепи Silcoms
СИМЕК ГРУППА
Смит, Джонсон и партнеры, ООО
SML Maschinengesellschaft GmbH
Мягкий Н.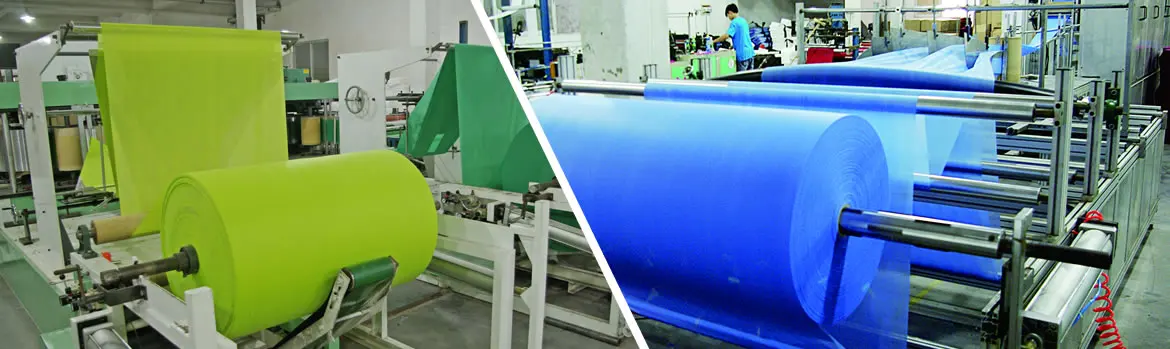 В. СпА
В. СпА
Соник Корпорейшн
СоникЭйр Инк.
Сонобонд Ультразвук
Сонтара АГ
Катушка
Спреймейшн, Инк.
Spunweb Nonwoven Pvt Ltd
СТАНСЕЛ ИНДАСТРИЗ, ООО.
Старлингер и Ко
Streat Instruments — подразделение OnFarm Data Limited
SynTouch Inc
Табер Индастриз
Татем Лтд.
ООО «ТехАдгезион Системс»
Техноплантс Срл.
TEFISA (см. Нетканые материалы Murtra)
Текномелт
Teknoweb Converting srl
Teknoweb Materials S.r.l
Teknoweb Северная Америка
Решения для упаковки Tentoma
Тестовые машины Inc.
Технология с.р.л.
ТГВ Интернэшнл
ООО «СММ Групп»
Институт нетканых материалов
Термо Fischer Scientific
Компания Three Wood Machinery Industry Co., Ltd
Thwing Albert Instrument Co.
Тидленд
Титекс Интернэшнл
Торговые услуги Титана
Токуден, Инк.
Toray Advanced Materials Korea Inc
Торнадо Текстильмашинен ГмбХ
Trascar S.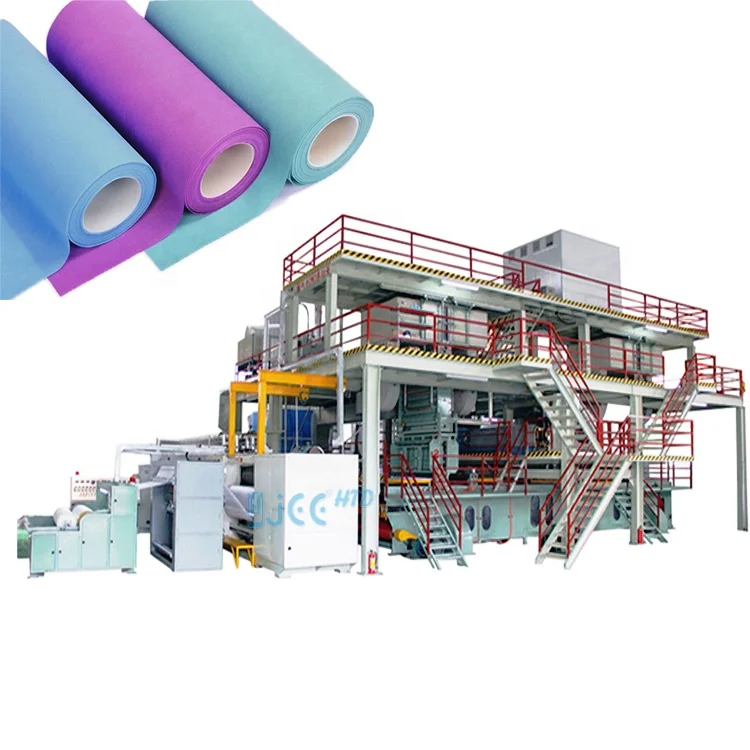 p.A.
p.A.
Трелеони
ТРЕСУ А/С
Truetzschler Nonwovens & Man-Made Fibers GmbH
Truetzschler Нетканые материалы GmbH
Универсальное преобразовательное оборудование
Uster Technologies (Индия) Marketing private limited
Юстер Текнолоджиз АГ
ВАК-У-МАКС
Валко Мелтон
Valley Grinding & Manufacturing Inc.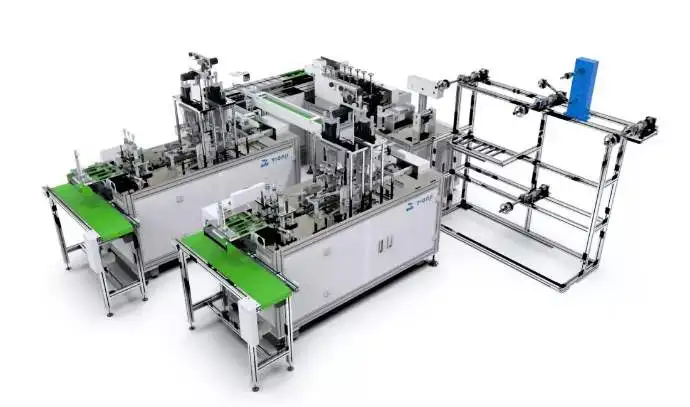
Валмет
Пакетировочные системы Valvan NV
Ventilatorenfabrik Oelde GmbH
ВИАЗИЯ
Викинг Оборудование Финансы
Vire, подразделение Bucci Automations
VMI Голландия BV
Web & Core Technologies Inc
Web+Mesh Trading Wmt GmbH
Вебер Ультразвук АГ
WEIMA America, Inc.
WEKO Weitmann & Konrad GmbH & Co. KG
Winkler+Duennebier GmbH
Винтрисс Инжиниринг Корпорейшн
Инструментарий Wira
XIAMEN GACHN TECHNOLOGY CO., LTD
Синши оборудование Co., Ltd.
Zimmer Maschinenbau GmbH Системы грохота и покрытия
ZUIKO Корпорация
Руководство по закупкам машин для производства нетканых материалов 2021
Я знаю, что вы ищете машину для изготовления нетканых материалов . Вот почему вы здесь. Может быть, вы просто входите в нетканую машиностроительную промышленность. Вы хотите стать лучшим агентом в своей стране. Или вы являетесь производителем нетканых пакетов с долгой историей. Вы хотите производить нетканый материал самостоятельно. Правда в том, что нетканые материалы — это быстро развивающаяся отрасль. Он широко используется в областях упаковки, домашнего хозяйства, промышленности, сельского хозяйства, медицины и гигиены. Но как вы можете купить нетканую машину, чтобы начать этот бизнес? Сегодняшнее руководство показывает вам факты, касающиеся производственного процесса, запасных частей для машин, подачи сырья и т. Д. Теперь давайте отправимся в путь, чтобы стать экспертом в области машин для производства нетканых материалов.
Вот почему вы здесь. Может быть, вы просто входите в нетканую машиностроительную промышленность. Вы хотите стать лучшим агентом в своей стране. Или вы являетесь производителем нетканых пакетов с долгой историей. Вы хотите производить нетканый материал самостоятельно. Правда в том, что нетканые материалы — это быстро развивающаяся отрасль. Он широко используется в областях упаковки, домашнего хозяйства, промышленности, сельского хозяйства, медицины и гигиены. Но как вы можете купить нетканую машину, чтобы начать этот бизнес? Сегодняшнее руководство показывает вам факты, касающиеся производственного процесса, запасных частей для машин, подачи сырья и т. Д. Теперь давайте отправимся в путь, чтобы стать экспертом в области машин для производства нетканых материалов.
Что такое нетканая машина?
В основном машина для производства нетканых материалов представляет собой современное оборудование, которое подает, экструдирует, распыляет и формирует полотно. Спанбонд и выдувание из расплава являются наиболее распространенными методами обработки нетканого оборудования.
Процесс производства спанбонда заключается в расплавлении полимера и прямом формовании из него нетканого материала. Конкретный процесс заключается в нагревании, экструдировании и плавлении полимера в расплав. Распылите расплав через фильеру. Охладите нити из фильеры и вытяните потоком воздуха большое количество тонких волокон. Затем соедините нити в полотно путем горячей прокатки. Процесс выдувания из расплава заключается в использовании полимера с высоким индексом расплава в качестве сырья. Выдавливайте, нагревайте и расплавляйте полимер в высокотемпературный расплав. Расплав, распыляемый из фильеры, выдувается в очень тонкие волокна высокотемпературным и высокоскоростным потоком горячего воздуха. Затем соберите нити в паутину на машине для формовки паутины.
Где использовать нетканую машину?
Вспомните, в каких случаях вы используете нетканый материал. На самом деле, сегодня это стало важной частью нашей жизни. Применение нетканого материала варьируется от простых применений, таких как сумки для покупок, до более сложных, таких как детские подгузники. Без машины для производства нетканых материалов мы бы упустили важный аспект нашей жизни. Как правило, производимое нетканое полотно может быть использовано в предметах домашнего обихода, медицинских и гигиенических изделиях, упаковках, одежде, а также в промышленной и сельскохозяйственной сферах.
Без машины для производства нетканых материалов мы бы упустили важный аспект нашей жизни. Как правило, производимое нетканое полотно может быть использовано в предметах домашнего обихода, медицинских и гигиенических изделиях, упаковках, одежде, а также в промышленной и сельскохозяйственной сферах.
Машина для производства нетканых материалов из полипропилена Категория
Линия для производства нетканых материалов из спанбонда Single S для нетканого материала для сумок для переноскиЦена FOB: 280 000-310 000 долларов США для сумки. Некоторые фабрики устанавливают полную производственную линию, оснащенную машиной для изготовления нетканых пакетов и печатной машиной. Ежедневная производительность этой машины составляет от 4 до 10 тонн. Таким образом, вы можете подумать о покупке одного, когда у вас есть 3-4 машины для производства нетканых пакетов.
Double S Полностью автоматическая машина для изготовления нетканых материалов для лицевых масок, подгузников, нетканых пакетов и т. д.
д. Цена FOB: 600 000-1 000 000 долларов США
Это линия по производству нетканых материалов из полипропилена для изготовления нетканых рулонов.
Двухбалочная машина представляет собой полипропиленовое нетканое оборудование. Он имеет более высокое качество, чем одинарная ткань S. Сырье полипропилен (ПП) основано на принципе прядения волокон при производстве полимерной нити. Непрерывная нить вытягивается в волокно, которое подвергается механическому горячему прессованию. Этот тип ткани используется для лицевых масок, нетканых мешков, детских подгузников и так далее. Машина работает со скоростью около 300 м/мин с производительностью 8-15 тонн в день.
Высокоскоростная машина для производства нетканых материалов Spunbond SSS 1,6 м-3,2 м
Цена FOB: 900 000–1 500 000 долларов США
Нетканый материал SSS является более высокой версией тканей S и SS. Он имеет широкий спектр различных приложений. Этот тип нетканого материала всегда используется для изготовления сумок для покупок, чехлов для костюмов, упаковки риса, чехлов для трикотажа, упаковки одежды, скатертей, подгузников, масок для лица и т. Д. Производственная мощность достигает 18 тонн в день.
Д. Производственная мощность достигает 18 тонн в день.
Машина для производства нетканых материалов из расплава спанбонда SMS
FOB Цена: 1 400 000-2 200 000 долларов США
SMS Линия по производству композитных нетканых материалов состоит из двух балок из спанбонда и одной балки из расплава. Первая система прядения спанбонда производит первый слой полотна. Затем мельтблаун прядильная система предназначена для второго слоя полотна. Вторая система прядения спанбонда образует третий слой полотна. Машина горячей прокатки склеивает трехслойное полотно в одно целое. Наконец, он разрезается и наматывается на прокатной машине, чтобы сформировать композитный нетканый материал SMS. Нетканый материал SMS в основном применяется в хирургических халатах и детских подгузниках.
Машина для производства нетканых материалов SMMS с прядением из расплава для хирургических изделий и подгузников
Цена на условиях FOB: 2 300 000–3 500 000 долларов США
Четырехлучевая машина для производства нетканых материалов SMMS спанбонд, выдутая из расплава, отличается стабильным и надежным качеством, высокой скоростью, высокой производительностью и низким энергопотреблением. . Механические продукты в основном используются в области медицинских и гигиенических продуктов, таких как хирургическая одноразовая одежда, простыни, детские и взрослые подгузники, салфетки и т. д. SMMS работает лучше, чем SMS, по барьерной способности, которая важна для медицинских и гигиенических продуктов.
. Механические продукты в основном используются в области медицинских и гигиенических продуктов, таких как хирургическая одноразовая одежда, простыни, детские и взрослые подгузники, салфетки и т. д. SMMS работает лучше, чем SMS, по барьерной способности, которая важна для медицинских и гигиенических продуктов.
SSMMS Оборудование для производства нетканых материалов с пятью балками
Цена: 6 000 000-8 000 000 долларов США
SSMMS состоит из 3 балок из спанбонда и 2 балок из расплава. Эта машина производит лучшие медицинские и гигиенические нетканые материалы. Эта ткань предлагает удивительные преимущества, такие как тонкая фильтрация, низкий перепад давления, акустическая изоляция и достойная прочность и удлинение. Тканевое приложение SSMMS содержит одноразовые подгузники, средства женской гигиены, халаты, комбинезоны, маски, медицинские расходные материалы и т. д. Чтобы гарантировать качество, эта машина использует технологию последнего поколения «Reicofil 4» от Reifenhauser, Германия.
Процесс производства нетканого материала
Если вы собираетесь импортировать нетканое оборудование из Китая, очень важно знать процесс производства нетканого материала. Давайте рассмотрим потоки шаг за шагом.
1. Полипропилен, как наиболее распространенное сырье, автоматически перемещается с первого этажа в кормовой бункер на третьем этаже. Поместите добавки во вспомогательный бункер в определенном соотношении.
2. Когда полипропилен поступает в экструзионное устройство, он превращается в расплав с помощью экструзионного шнека.
3. Расплав стекает в фильтр, удаляющий примеси.
4. Чистый расплав должен пройти насос-дозатор перед подачей в центрифугу. Дозирующий насос регулирует скорость потока расплава.
5. Спанбонд и выдувание из расплава различаются в процессе прядения.
В процессе спанбонда расплав вытекает из фильеры и превращается в очень тонкое волокно. Волокна быстро остывают, чтобы поддерживать стабильную работу. Они вытягиваются в длинные нити.
В процессе выдувания из расплава расплав из фильеры непосредственно превращается в волокно за счет высокого давления и быстрого потока нагревающего воздуха.
6. Нити перерабатываются в сетку на машине для формирования полотна.
7. Нетканые материалы производятся методом горячей прокатки.
8. Упакуйте их после намотки и обрезки.
Нетканые детали машин
Линия по производству нетканых материалов состоит из небольшого механического оборудования. Они играют разные роли в производстве нетканого материала. Некоторые основные устройства определяют качество ткани. Лучше выбирать известные бренды.
1. Дозировочное оборудование ввода сырья.
2. Экструзионная машина перерабатывает сырье в расплав. В то же время перерабатывающая машина собирает и выдавливает остатки нетканого материала в расплав.
3. Фильтрующее устройство для удаления примесей из расплава ПП. Автоматический свечной фильтр наиболее распространен на рынке. Он предназначен для уборки без отключения питания.
4. Дозирующий насос регулирует скорость подачи потока расплава полипропилена.
5. Пластина фильеры – одна из самых важных частей прядильной коробки. Расплав, выходящий из экструдера, превращается в нити в прядильной машине.
6. Растяжка контейнеров верхних и нижних строчек. Они используются для рисования нитей.
7. Формирователь полотна – это носитель для превращения нитей в полотно. 8. Горячая прокатка является еще одной важной частью нетканого оборудования. Используется для скрепления полотна давлением и нагревом.
9. Намоточная машина влияет на скорость работы машины. Обычно мы рекомендуем высокоскоростную ветровую машину, которая может работать со скоростью 300-600 м/мин.
10. Существует три стандартных ширины нетканого материала: 1600 мм, 2400 мм и 3200 мм. Бобинорезательная машина может резать ткань шириной 100 мм как наименьшую.
Сырье
Сырье для производства нетканых материалов методом спанбонд и выдувание из расплава относится к ПП, ПЭТ, ПЛА и добавкам, таким как маточная смесь. Они подаются в бункеры в определенном соотношении. Сырье — это большой расход в проекте по производству нетканых материалов. Вы должны подготовиться к использованию в течение одного месяца. Нажмите здесь, чтобы узнать больше о полипропилене.
Как выбрать типы нетканых машин?
Когда вы знаете основную информацию о нетканых машинах, пришло время выбрать подходящие типы машин для вашей продукции. Как правило, это зависит от ваших продуктов и повседневных потребностей. Машина для производства нетканых материалов включает в себя четыре типа: одинарную S, двойную S, SSS и композитную линию с прядением из расплава. Например, одиночная буква S предназначена для упаковки из нетканого материала, такого как мешок из нетканого материала. Суточная производительность составляет 4 тонны. Посмотрите на детали нетканой машины, чтобы помочь вам выбрать правильный.
Суточная производительность составляет 4 тонны. Посмотрите на детали нетканой машины, чтобы помочь вам выбрать правильный.
Тест нетканого материала
Качество нетканого материала является ключевым фактором, позволяющим судить о том, хорошо ли работает машина для производства нетканых материалов. Опытные люди различают его, осязая и видя. Это простой и прямой метод, но результат не заслуживает доверия. Мы должны протестировать нетканый материал на оборудовании. Различные нетканые ткани имеют разные элементы тестирования. Например, для ткани нетканого мешка важны прочность на растяжение и относительное удлинение. Требует хорошей грузоподъемности. Значение гидростатического напора определяет барьерную способность ткани, выдуваемой из расплава, которая является основным материалом для медицинских масок. Если вы собираетесь изготовить одноразовый хирургический халат, тестовые образцы включают прочность на растяжение, удлинение и гидростат.
Связанное чтение: 6 основных тестов для нетканого материала
Отгрузка машины для нетканого материала
Отгрузка проста в прошлых международных сделках. Но в период пандемии это становится жесткой и сложной задачей. Стоимость морского фрахта достигает пика и постоянно увеличивается. Контейнеров нет в наличии, хотя вы бронируете их за две недели. Влияние пандемии COVID-19 на производство в странах по всему миру является одной из причин резкого роста спроса на перевозки. Линия по производству нетканых материалов обычно поставляется с 10 40-футовыми контейнерами или более. Как мы можем сделать, чтобы грузить машины гладко. Это руководство по отправке может вам помочь.
Но в период пандемии это становится жесткой и сложной задачей. Стоимость морского фрахта достигает пика и постоянно увеличивается. Контейнеров нет в наличии, хотя вы бронируете их за две недели. Влияние пандемии COVID-19 на производство в странах по всему миру является одной из причин резкого роста спроса на перевозки. Линия по производству нетканых материалов обычно поставляется с 10 40-футовыми контейнерами или более. Как мы можем сделать, чтобы грузить машины гладко. Это руководство по отправке может вам помочь.
Послепродажное обслуживание машин для производства нетканых материалов
Послепродажное обслуживание — это последний шаг для большинства продуктов, но это начало проекта по производству нетканых материалов. Поставщик отправит 2 или 4 инженера для установки и отладки производственной линии нетканого материала. Они будут обучать рабочих клиентов работе с машиной. Когда все будет сделано, инженеры вернутся в Китай. Что делать, если вы столкнулись с проблемами, которые ваши работники не в состоянии решить? Как профессиональный производитель нетканого оборудования, наша философия обслуживания заключается в быстром реагировании, точном обслуживании и никогда не останавливающемся. Мы создадим группу в Wechat или WhatsApp. В состав входят продавец, инженеры и владелец. Мы предлагаем онлайн-сервис 24/7.
Мы создадим группу в Wechat или WhatsApp. В состав входят продавец, инженеры и владелец. Мы предлагаем онлайн-сервис 24/7.
Технико-экономическое обоснование машины для производства нетканых материалов
Подробное технико-экономическое обоснование поможет вам избежать рисков. Этот аналитический отчет должен содержать исследование рынка, инвестиционные фонды и оценку рисков. Расходы на проект нетканой машины относятся к стоимости машины, фабричным инвестициям, запасам сырья и так далее. Вы должны освоить все детали. Если вы хотите знать, когда вы получите прибыль, прочитайте мой технико-экономический отчет о нетканой машине шаг за шагом. Я также рад настроить отчет для вашего проекта по производству нетканых материалов.
Заключение
Это вся информация, которую вы должны знать при покупке нетканого станка. Я уверен, что вы многого добились и станете экспертом в ближайшем будущем. Пришло время начать бизнес по производству нетканых материалов, экологически чистого продукта.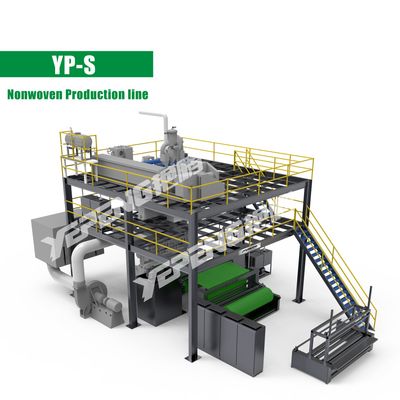 Я всегда иду с тобой. Для меня большая честь, если вы выберете меня в качестве своего партнера в своем проекте по производству нетканых материалов. Я стремлюсь помочь вам заработать деньги, тогда я буду зарабатывать деньги естественным образом.
Я всегда иду с тобой. Для меня большая честь, если вы выберете меня в качестве своего партнера в своем проекте по производству нетканых материалов. Я стремлюсь помочь вам заработать деньги, тогда я буду зарабатывать деньги естественным образом.
Инновации для производства нетканых материалов | Текстильный Мир
DiloGroup 3D-Lofter — это производственный процесс с добавками, который позволяет укладывать дополнительное волокно в определенных областях на плоском иглопробивном войлоке
.
Технологии нетканых материалов можно использовать для производства множества продуктов для постоянно растущего числа конечных применений.
TW Специальный отчет
Факты свидетельствуют о том, что самым ранним способом превращения волокон в ткань было валяние, которое использует чешуйчатую структуру шерсти для прочного соединения волокон друг с другом. Некоторые из производственных технологий, используемых в современной индустрии нетканых материалов, основаны на этом древнем методе формирования ткани, в то время как другие технологии являются продуктом современной инженерии, разработанной для работы с искусственными материалами. Происхождение современной индустрии нетканых материалов неясно, но, по данным Института нетканых материалов, Роли, Северная Каролина, термин «нетканые материалы» впервые был использован в 1942, когда ткани изготавливали путем склеивания волокнистых полотен с помощью клеев.
Происхождение современной индустрии нетканых материалов неясно, но, по данным Института нетканых материалов, Роли, Северная Каролина, термин «нетканые материалы» впервые был использован в 1942, когда ткани изготавливали путем склеивания волокнистых полотен с помощью клеев.
За десятилетия, прошедшие с момента появления этого термина, инновации превратились в ослепительный набор технологий для производства продуктов для фильтрации, автомобильной, медицинской, гигиенической, геотекстильной, агротекстильной, напольной и даже швейной промышленности, и это лишь некоторые из Приложения. Здесь Textile World представляет информацию о некоторых новейших технологиях, доступных производителям нетканых материалов и изделий.
DiloGroup Немецкий производитель инженерных нетканых материалов DiloGroup предлагает уникальный процесс аддитивного производства под названием 3D-Lofter, который первоначально был представлен в качестве прототипа на выставке ITMA 2019.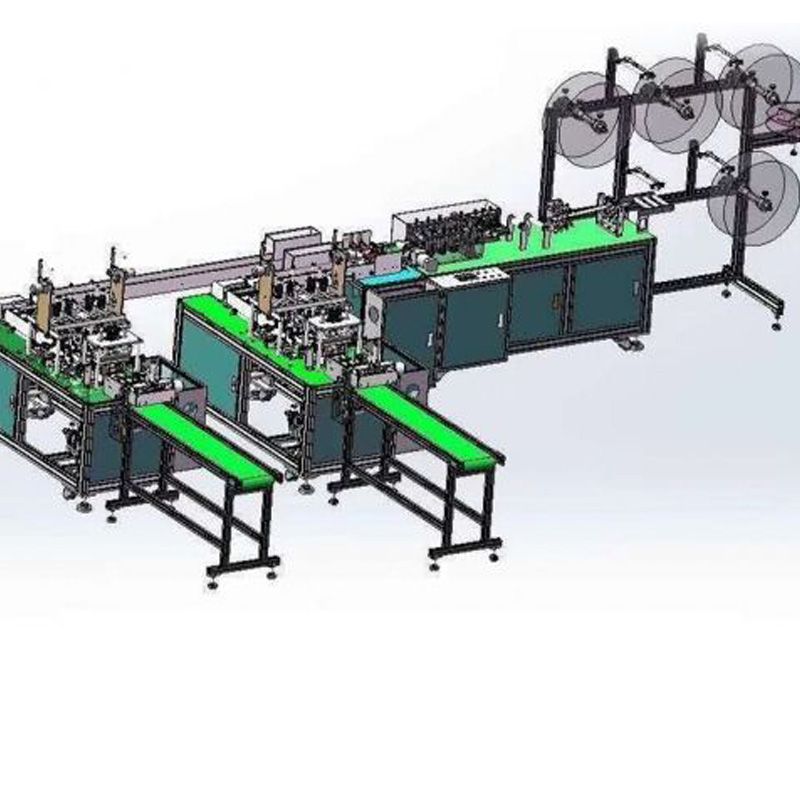 В этом процессе по существу используется отдельный механизм подачи ленты, который работает аналогично цифровому принтеру. Лента подается в блок аэродинамического формования полотна, который позволяет размещать дополнительное количество волокна в трех измерениях в определенных местах на плоском войлоке. Добавленное волокно может быть размещено, чтобы избежать тонких областей и создать точки напряжения, изменить текстуры, построить горы или заполнить долины в основном полотне и даже позволить цветные или узорчатые рисунки на полученном полотне. Dilo сообщает, что технология предлагает возможность экономии волокна до 30 процентов от общей массы волокна, потому что после создания ровного плоского иглопробивного войлока используются только необходимые волокна. Полученное полотно можно уплотнить и уплотнить с помощью иглопробивания и/или термоплавления. Области применения включают формованные иглопробивные детали для внутренней отделки автомобилей, обивки и матрасов, одежды и обуви, а также напольных покрытий с цветными узорами.
В этом процессе по существу используется отдельный механизм подачи ленты, который работает аналогично цифровому принтеру. Лента подается в блок аэродинамического формования полотна, который позволяет размещать дополнительное количество волокна в трех измерениях в определенных местах на плоском войлоке. Добавленное волокно может быть размещено, чтобы избежать тонких областей и создать точки напряжения, изменить текстуры, построить горы или заполнить долины в основном полотне и даже позволить цветные или узорчатые рисунки на полученном полотне. Dilo сообщает, что технология предлагает возможность экономии волокна до 30 процентов от общей массы волокна, потому что после создания ровного плоского иглопробивного войлока используются только необходимые волокна. Полученное полотно можно уплотнить и уплотнить с помощью иглопробивания и/или термоплавления. Области применения включают формованные иглопробивные детали для внутренней отделки автомобилей, обивки и матрасов, одежды и обуви, а также напольных покрытий с цветными узорами.
DiloGroup также предлагает технологию одиночного устройства подачи карт IsoFeed — аэродинамическую систему, состоящую из множества отдельных блоков формирования полотна шириной 33 мм, расположенных по всей рабочей ширине карты. Эти устройства могут дозировать полотно или волокнистые полосы в направлении движения там, где они необходимы для борьбы с изменением массы полотна. По словам Дило, IsoFeed может производить рулонные маты из устройства подачи карт с улучшенным значением CV примерно на 40 процентов. Дополнительные преимущества IsoFeed включают экономию потребления клетчатки, когда тот же самый минимальный вес является основой для сравнения между традиционным кормлением и кормлением IsoFeed; и полотно визуально улучшается и становится более однородным. Сетчатые маты, изготовленные по технологии IsoFeed, подходят для подачи карт, для подачи аэродинамических формовочных устройств или могут использоваться непосредственно в процессах иглопробивания или термоскрепления.
Технология Airlaid компании Oerlikon Nonwoven подходит для использования в операциях по переработке. Oerlikon Nonwovens, Teknoweb Materials
Oerlikon Nonwovens, Teknoweb Materials Немецкая компания Oerlikon Nonwoven предлагает комплексные технологии для производства нетканых материалов методом выдувания из расплава, спанбонда и аэродинамической укладки. Для изделий из расплава, выдутых из расплава, Oerlikon предлагает отдельное моно- и двухкомпонентное оборудование или вставки «подключи и производи», расположенные между предшествующей и последующей прядильными системами, такими как спанбонд, для производства изделий с барьерным или непроницаемым для жидкости слоем. Компания Oerlikon Nonwoven сообщает, что ее технология Airlaid идеально подходит для производства нетканых материалов из целлюлозы или целлюлозных волокон. Его процесс также позволяет гомогенно смешивать различные сырьевые материалы и привлекает внимание для использования в устойчивой переработке.
Последним предложением компании Oerlikon Nonwovens является запатентованная компанией Procter & Gamble (P&G) технология PHANTOM. Teknoweb Materials — партнер Oerlikon по производству средств гигиены и салфеток — имеет эксклюзивную лицензию от P&G на распространение этой технологии по всему миру. Разработанный P&G для гибридных нетканых материалов, Phantom сочетает в себе технологии воздушной укладки и прядения из расплава для влажных и сухих салфеток. Согласно Oerlikon Nonwoven, два процесса объединяются в один этап для объединения целлюлозных волокон, длинных волокон, включая хлопок, и, возможно, порошков с искусственными волокнами. Отсутствие гидроперепутывания означает, что нет необходимости сушить нетканый материал, что обеспечивает экономию средств. Процесс можно регулировать для оптимизации требуемых характеристик продукта, включая мягкость, прочность, поглощение грязи и жидкости. Технология Phantom идеально подходит для производства салфеток, но также может быть использована для продуктов с абсорбирующей сердцевиной, таких как подгузники.
Teknoweb Materials — партнер Oerlikon по производству средств гигиены и салфеток — имеет эксклюзивную лицензию от P&G на распространение этой технологии по всему миру. Разработанный P&G для гибридных нетканых материалов, Phantom сочетает в себе технологии воздушной укладки и прядения из расплава для влажных и сухих салфеток. Согласно Oerlikon Nonwoven, два процесса объединяются в один этап для объединения целлюлозных волокон, длинных волокон, включая хлопок, и, возможно, порошков с искусственными волокнами. Отсутствие гидроперепутывания означает, что нет необходимости сушить нетканый материал, что обеспечивает экономию средств. Процесс можно регулировать для оптимизации требуемых характеристик продукта, включая мягкость, прочность, поглощение грязи и жидкости. Технология Phantom идеально подходит для производства салфеток, но также может быть использована для продуктов с абсорбирующей сердцевиной, таких как подгузники.
Австрийская компания ANDRITZ Нетканые материалы сообщает, что ее основная компетенция заключается в сухой укладке, мокрой укладке, спанбонде, спанлейсе, иглопробивных нетканых материалах, включая переработку и каландрирование.
Компания Andritz предлагает технологию производства биоразлагаемых экологически чистых нетканых материалов, включая линии спанлейс, Wetlace™ и Wetlace CP. Линии могут перерабатывать древесную массу, короткорезанные целлюлозные волокна, вискозу, хлопок, пеньку, бамбук и лен без использования каких-либо химических добавок. Компания предлагает индивидуальные испытания в своем передовом техническом центре в Монбонно, Франция, который недавно был обновлен инновационной системой нанесения целлюлозы для салфеток из кардованной целлюлозы.
Новейшая технология Andritz для производства биоразлагаемых нетканых материалов для салфеток — это neXline wetlace CP. Это нововведение сочетает в себе две технологии формования — сухое формование в потоке и мокрое формование полотна — с гидропереплетением для склеивания. По данным компании, натуральные волокна, такие как вискоза или целлюлоза, могут быть легко переработаны для производства высокопроизводительных и экономичных салфеток из кардованной целлюлозы, которые полностью биоразлагаемы.
Компания недавно приобрела французскую компанию Laroche S.a.s., которая добавила в портфолио Andritz дополнительные технологии подготовки волокна для сухого укладки, включая разрыхление, смешивание, дозирование, формирование ворсового полотна, переработку текстильных отходов и декортикацию лубяного волокна. Приобретение увеличивает стоимость в секторе вторичной переработки с полными линиями по переработке бывших в употреблении и промышленных отходов, которые могут производить волокна для повторного прядения и нетканых материалов для конечного использования. Являясь частью группы Andritz, компания теперь известна как ANDRITZ Laroche S.a.s.
Allertex Of America В Соединенных Штатах компанию Andritz Laroche представляет компания Allertex of America Ltd., Корнелиус, Северная Каролина. По словам директора по техническим продажам и развитию бизнеса Allertex Джейсона Джонсона, технология Laroche идеально подходит для быстро развивающегося рынка США. рынок конопляного волокна. «В настоящее время мы видим огромный интерес к декортикации, хлопкообразованию и рафинированию конопляного волокна в нетканых материалах для строительных материалов, салфеток, автомобилей, мебели и композитов», — сказал Джонсон. «В сочетании с технологией вскрытия, смешивания и воздушной укладки Laroche, а также с технологией Thermofix от Schott & Meissner, нет предела возможному!»
рынок конопляного волокна. «В настоящее время мы видим огромный интерес к декортикации, хлопкообразованию и рафинированию конопляного волокна в нетканых материалах для строительных материалов, салфеток, автомобилей, мебели и композитов», — сказал Джонсон. «В сочетании с технологией вскрытия, смешивания и воздушной укладки Laroche, а также с технологией Thermofix от Schott & Meissner, нет предела возможному!»
Двухленточный пресс Thermofix-TFE с плоской лентой для ламинирования немецкой компании Schott & Meissner Maschinen- & Anlagenbau GmbH использует комбинацию контактного тепла и давления. Подлежащий обработке продукт проходит через машину между двумя транспортерными лентами с тефлоновым покрытием. После нагрева материал проходит через один или несколько калиброванных прижимных роликов в зону охлаждения для термоусадки материала. Thermofix-TFE подходит для текстильных изделий, используемых в верхней одежде, светоотражающих полосах, искусственной коже, мебели, стеклянных матах, фильтрах и мембранах, а также для других целей. Thermofix доступен в двух моделях и трех разных размерах для работы с различной емкостью.
Thermofix доступен в двух моделях и трех разных размерах для работы с различной емкостью.
Allertex специализируется на поставках технологий вторичной переработки и производства нетканых материалов, включая разрыхление и смешивание, формирование полотна, склеивание, отделку, переработку лубяного волокна и ламинирование от различных компаний.
Trützschler Nonwovens В связи с возросшим спросом на высококачественные одноразовые чистящие салфетки немецкая компания Trützschler Nonwovens представила решение на основе кардочесальной целлюлозы (CP) для производства устойчивого нетканого материала из нехимических волокон. более доступным с использованием технологии спанлейс AquaJet. В 2013–2014 годах компания Trützschler вместе с партнером из Германии Voith GmbH & Co. KG представила на рынке экологически безопасный процесс протирания методом влажной укладки/спанлейда WLS. В линиях WLS используется смесь целлюлозы из плантационной древесины и коротких волокон лиоцелла или вискозы, которая диспергируется в воде, а затем подвергается влажной укладке и спанлейсу.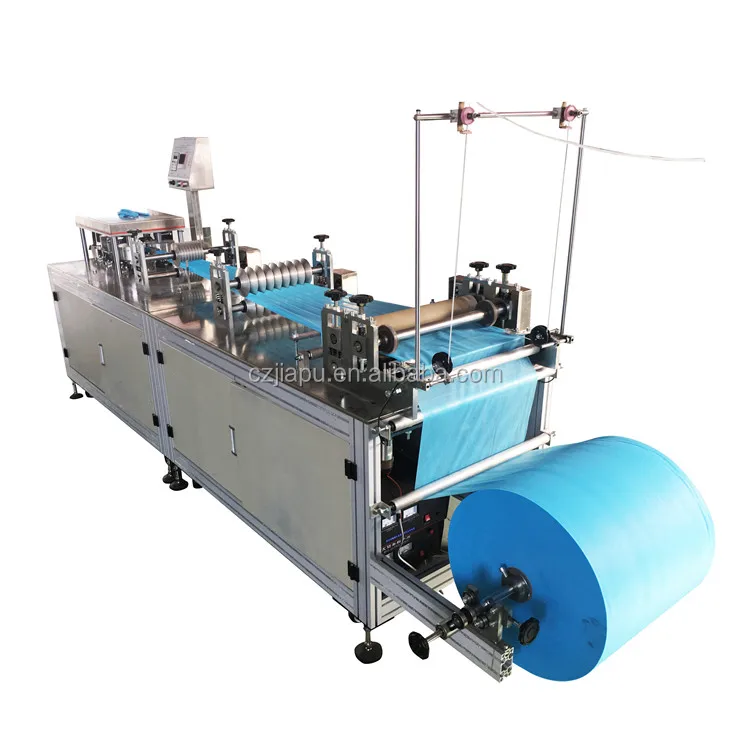
Последняя разработка компании Trützschler No Wovens в области CP представляет собой еще один шаг вперед в концепции WLS за счет сочетания мокрого укладки полотна на основе целлюлозы с кардным полотном, изготовленным из более длинных волокон вискозы или лиоцелла. Влажная целлюлоза обеспечивает необходимую впитывающую способность и дополнительный объем нетканому материалу, а полотно повышает мягкость и прочность во влажном состоянии. Струи воды под высоким давлением AquaJet соединяют оба слоя в функциональный нетканый материал.
Производственная линия CP включает высокоскоростную кардочесальную машину NCT между формирователем мокрого полотна Voith HydroFormer и AquaJet. Эта конфигурация является гибкой — карту можно обойти для производства нетканого материала WLS с использованием только HydroFormer и AquaJet; процесс мокрой укладки может быть исключен для получения классического кардного гидроперепутанного нетканого материала; или HydroFormer, карта NCT и AquaJet могут использоваться для производства двухслойного нетканого материала CP.
По данным компании Trützschler Nonwovens, ее клиент Ecowipes из Польши заметил высокий спрос на нетканые материалы, произведенные с использованием линии CP, которая была установлена осенью 2020 года. веб-слоя и высокоскоростной карты NCT для создания прочесываемого веб-слоя.
Reifenhäuser Reicofil, Reifenhäuser Enka TecnicaНемецкая компания Reifenhäuser Reicofil GmbH & Co. KG — специалист по линиям для производства спанбонда, мелтблауна и композитных материалов, а также бизнес-подразделение Reifenhäuser GmbH & Co. KG — предлагает устойчивые варианты производства нетканых материалов. . По данным компании, ее линии Reicofil могут перерабатывать до 90-процентный полиэтилентерефталат (ПЭТ) из бывших в употреблении отходов для использования в промышленности. Компания также предлагает технологии производства средств гигиены с использованием экологически чистых материалов, таких как подгузники, изготовленные из биосырья.
Кроме того, Reifenhäuser Reicofil предлагает решения для медицинских средств защиты, таких как лицевые маски. Компания осознает потребность в 100-процентно надежных тканях для таких применений и гарантирует высоконадежное оборудование для производства нетканых материалов с эффективностью фильтрации до 99 процентов соответствуют стандартам N99/FFP3. Компания Shawmut Corp. из Западного Бриджуотера, штат Массачусетс, недавно приобрела у Reifenhauser Reicofil почти 60 тонн специализированного высокоточного оборудования для выдувания из расплава для своего нового бизнес-подразделения Health & Safety (см. «Shawmut: Investing In The Future Of Advanced Materials», TW, Эта проблема).
Компания осознает потребность в 100-процентно надежных тканях для таких применений и гарантирует высоконадежное оборудование для производства нетканых материалов с эффективностью фильтрации до 99 процентов соответствуют стандартам N99/FFP3. Компания Shawmut Corp. из Западного Бриджуотера, штат Массачусетс, недавно приобрела у Reifenhauser Reicofil почти 60 тонн специализированного высокоточного оборудования для выдувания из расплава для своего нового бизнес-подразделения Health & Safety (см. «Shawmut: Investing In The Future Of Advanced Materials», TW, Эта проблема).
«В области гигиены, медицины и промышленности мы регулярно устанавливаем стандарты производительности и качества конечной продукции», — сказал Маркус Мюллер, директор по продажам Reifenhäuser Reicofil. «Кроме того, мы предлагаем нашим клиентам возможность производить устойчивые нетканые материалы из сырья на биологической основе или переработанного материала. Мы поддерживаем наших клиентов в использовании возможностей, предлагаемых глобальным переходом к устойчивому развитию, или, другими словами, нетканым материалам следующего уровня».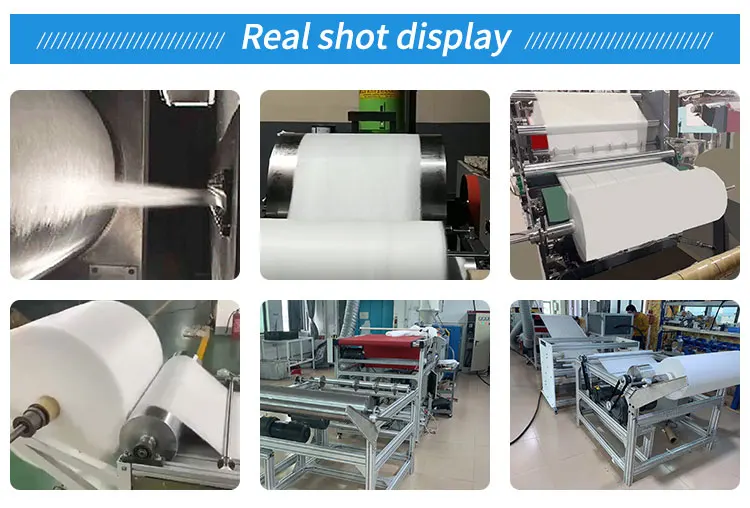
Компания Reifenhäuser Enka Tecnica, базирующаяся в Германии, специализируется на сменных интеллектуальных прядильных балках, кассетах и фильерах, разработанных по индивидуальному заказу, которые совместимы с любой существующей линией спанбонда или мельтблауна. Его возможности позволяют производителю модернизировать существующие линии и выходить на новые рынки, включая гигиенические, медицинские или фильтрационные. Enka Tecnica сообщает, что наконечники форсунок и капилляры высокого калибра обеспечивают постоянное качество и точность продукта. Его прядильные балки, выдуваемые из расплава, также включают в себя оптимизированную концепцию устойчивой энергии для сокращения времени предварительного нагрева и увеличения теплоотдачи. «Наша главная забота — это удовлетворение и успех наших клиентов», — отметил Вильфрид Шиффер, управляющий директор Reifenhäuser Enka Tecnica. «Вот почему личные отношения с нашими клиентами так же важны для нас, как и своевременная доставка нашей очень высококачественной продукции. Долгосрочное сотрудничество, основанное на доверии, значит для нас больше, чем получение быстрой прибыли»,
«Вот почему личные отношения с нашими клиентами так же важны для нас, как и своевременная доставка нашей очень высококачественной продукции. Долгосрочное сотрудничество, основанное на доверии, значит для нас больше, чем получение быстрой прибыли»,
Как Reifenhäuser Reicofil, так и Reifenhäuser Enka Tecnica представлены в США компанией Fi-Tech Inc., Мидлотиан, Вирджиния.
Graf + Cie. Швейцарская компания Graf + Cie. — член бизнес-группы компонентов Rieter — является производителем одежды для плоских и роликовых карт. Для производства нетканых материалов Graf предлагает одежду Hipro Metallic Card Clothing. По словам Графа, инновационная геометрия, используемая в конструкции, может повысить производительность на 10 процентов при производстве нетканых материалов по сравнению с обычной одеждой. По словам Графа, зубы Hipro имеют специально разработанный выступ спереди, который увеличивает удержание волокон. Оптимизированная передача полотна от цилиндра к съемнику увеличивает производительность до 10 %, а благодаря точной передаче волокна в цилиндр и обратно в полотне происходит меньше сбоев.
Одежда, подходящая как для высокопроизводительного, так и для обычного чесального станка, доступна в различных стальных сплавах и на выбор с обработкой поверхности, поэтому ее можно адаптировать к применению и обрабатываемым волокнам. Одежда Hipro Card Clothings предназначена для всех типов искусственных волокон, используемых в производстве нетканых материалов, и совместима с различными валками, включая рабочие, съемные и уплотняющие валы. Graf сообщает, что Hipro идеально подходит для применения на рынках гигиены, медицины, автомобилестроения, фильтрации и напольных покрытий.
Печь Brückner Supra-Flow BA для продувки легких нетканых материалов BRÜCKNERЗа последние несколько лет немецкая компания BRÜCKNER Trockentechnik GmbH & Co. KG значительно расширила свой ассортимент нетканых материалов. Компания предлагает печи и сушилки для производства нетканых материалов, в том числе:
- Supra-Flow BX — двухконвейерная печь для термоплавления с воздушным потоком для сильноразрыхленных нетканых материалов, используемых для изоляции матрасов, подушек сидений и обивки;
- Supra-Flow BA — печь для термоплавления с продувкой воздухом для легких нетканых материалов, используемых в гигиенических целях;
- Supra-Flow BE — воздухопроницаемая сушилка для легких нетканых материалов, используемых, среди прочего, для абразивных чистящих подушечек, кухонных салфеток, хирургических скатертей и средств женской гигиены;
- Supra-Flow BH — воздухопроницаемая сушилка для высокоскоростных линий спанлейса; и
- Power-Frame — воздухораспределительная машина для термической обработки/сушки войлока, битумоносителей для кровельных мембран, высокотемпературных фильтров и геотекстиля.

Кроме того, ассортимент продукции Brückner для производства нетканых материалов включает устройства пропитки, устройства для нанесения покрытия, аккумуляторы, калибровочные каландры, каландры для ламинирования, режущие и намоточные машины. У Brückner есть технологический центр в штаб-квартире в Леонберге, Германия, где клиенты могут проводить испытания. Брюкнер представлен в США компанией Fi-Tech.
Компания Idrosistem разработала специализированные технологии для решения проблем фильтрации воды, с которыми сталкиваются производители нетканых материалов спанлейс. Idrosistem Большое значение имеет качество воды, используемой в процессах производства спанлейса. Итальянская компания Idrosistem S.r.l. специализируется на системах фильтрации воды для линий спанлейса, которые удаляют волокна из воды, чтобы избежать проблем с инжекторами и качеством готовой продукции. Последнее предложение компании было разработано для борьбы с бактериями в водяном контуре при производстве влажных салфеток. В технологии используется система стерилизации воды диоксидом хлора для предотвращения попадания токсичных веществ, в частности хлоридов и продуктов на основе броматов, в производственную воду. Idrosistem сообщает, что система стерилизации сохраняет свою эффективность независимо от pH воды и может достигать самых низких пределов для контроля бактерий, необходимых с точки зрения колониеобразующих единиц на миллиметр (КОЕ/мл). По словам компании, система также действует как мощный альгицид, бактерицид, вирулицид и спорицид. Компания Idrosistem представлена компанией Fi-Tech в США.
В технологии используется система стерилизации воды диоксидом хлора для предотвращения попадания токсичных веществ, в частности хлоридов и продуктов на основе броматов, в производственную воду. Idrosistem сообщает, что система стерилизации сохраняет свою эффективность независимо от pH воды и может достигать самых низких пределов для контроля бактерий, необходимых с точки зрения колониеобразующих единиц на миллиметр (КОЕ/мл). По словам компании, система также действует как мощный альгицид, бактерицид, вирулицид и спорицид. Компания Idrosistem представлена компанией Fi-Tech в США.
Немецкая компания Saueressig Surfaces, входящая в состав Matthews International Corp., является признанным разработчиком и производителем рукавов и валиков для тиснения для декорирования нетканых материалов из спанбонда и термоскрепленных материалов. . Компания использует новейшие методы лазерной гравировки, а также передовые технологии молетта. Закаленные ролики, микропористые оболочки, базовые и структурные перемычки расширяют возможности индивидуальной настройки. Недавние разработки включают новые возможности 3D-тиснения и апертурирования в автономном режиме с использованием высокоточных нагретых валиков со сложными и точными рисунками гравировки; или в процессе гидроперепутывания с использованием никелевых гильз. Эти разработки делают возможными конструкции с трехмерными эффектами с улучшенной прочностью на растяжение и эластичностью, а также высокой проницаемостью для воздуха/жидкости. Saueressig также может создавать 3D-образцы с учетом основного материала, рисунка гравировки, веса и цвета, чтобы клиенты могли разрабатывать оптимальные решения для своих конечных продуктов.
Закаленные ролики, микропористые оболочки, базовые и структурные перемычки расширяют возможности индивидуальной настройки. Недавние разработки включают новые возможности 3D-тиснения и апертурирования в автономном режиме с использованием высокоточных нагретых валиков со сложными и точными рисунками гравировки; или в процессе гидроперепутывания с использованием никелевых гильз. Эти разработки делают возможными конструкции с трехмерными эффектами с улучшенной прочностью на растяжение и эластичностью, а также высокой проницаемостью для воздуха/жидкости. Saueressig также может создавать 3D-образцы с учетом основного материала, рисунка гравировки, веса и цвета, чтобы клиенты могли разрабатывать оптимальные решения для своих конечных продуктов.
Saueressig Surfaces представлена в США компанией Fi-Tech. Ультразвуковые швейные машины SeamMaster®
Sonobond соответствуют требованиям к барьерным швам в нетканых материалах, используемых для медицинских халатов, масок для лица и других нетканых медицинских принадлежностей. Ультразвуковая технология склеивания: Sonobond Ultrasonics
Ультразвуковая технология склеивания: Sonobond Ultrasonics Нетканые материалы представляют собой нетрадиционные ткани, и традиционные методы раскроя и шитья могут быть не самым эффективным способом производства конечных продуктов с использованием нетканых материалов. Начало пандемии и потребность в средствах индивидуальной защиты (СИЗ), в частности, вызвали повышенный интерес к ультразвуковым технологиям — тем, которые используют высокочастотные звуковые волны для нагрева и пластификации нетканых материалов из искусственных волокон.
По данным компании Sonobond Ultrasonics из Уэст-Честера, штат Пенсильвания, технологии ультразвукового склеивания позволяют быстро создавать прочные, герметичные края и безопасные барьерные швы, отвечающие нормативным требованиям. Эти высококачественные соединения в точках давления создают готовые изделия без отверстий для стежков, зазоров клея, износа или распускания. Нить не требуется, а производство, как правило, выполняется быстро для большей производительности.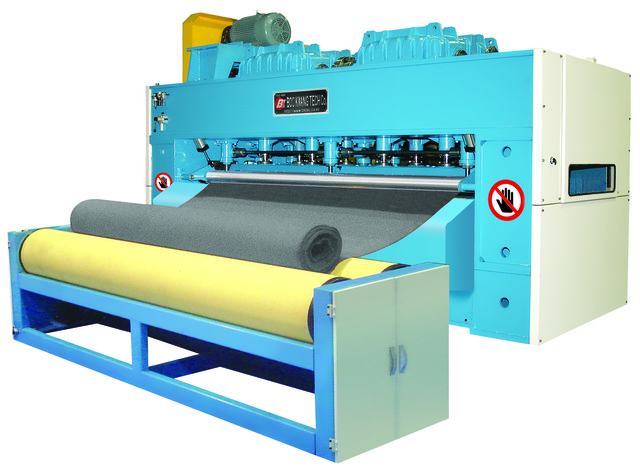
Sonobond предлагает оборудование для склеивания, закатки, продольной резки, обрезки и обрезки, и часто на одном и том же устройстве можно выполнять более одной функции за один шаг. Ультразвуковые швейные машины SeamMaster® от Sonobond — самая популярная технология компании. SeamMaster предлагает непрерывный запатентованный вращательный режим для прочных, герметичных, гладких и мягких швов. По словам компании, машина может использоваться в самых разных сборочных операциях, поскольку одновременно может выполняться более одной функции. Например, с помощью необходимых инструментов SeamMaster может склеивать, сшивать и подрезать за один быстрый шаг. Sonobond сообщает, что скорость в четыре раза выше, чем при использовании традиционной швейной машины, и до 10 раз быстрее, чем при использовании клеевых машин. Машина также сконфигурирована так же, как традиционная швейная машина, поэтому для работы с SeamMaster требуется минимальное обучение оператора.
Применение технологии Sonobond на рынке медицинских нетканых материалов включает маски для лица; хирургические халаты; одноразовые чехлы для обуви, подушек и матрасов; и безворсовые раневые повязки. Продукты для фильтрации, которые могут быть изготовлены с использованием ультразвуковых технологий Sonobond, включают гофрированные фильтры HVAC и HEPA; воздушные, жидкостные и газовые фильтры; фильтр-мешки повышенной прочности; тряпки и боновые заграждения для очистки от разливов.
Продукты для фильтрации, которые могут быть изготовлены с использованием ультразвуковых технологий Sonobond, включают гофрированные фильтры HVAC и HEPA; воздушные, жидкостные и газовые фильтры; фильтр-мешки повышенной прочности; тряпки и боновые заграждения для очистки от разливов.
Чтобы помочь клиенту выбрать наилучшую технологию для своего применения, Sonobond предлагает бесплатный ультразвуковой тест жизнеспособности склеивания с использованием нетканых материалов клиента. Затем клиент имеет возможность увидеть результаты и понять возможности доступных продуктов.
Branson DCX F от Emerson с выводом данных в режиме реального времени и связью по полевой шине. Emerson Компания Emerson, базирующаяся в Сент-Луисе, предлагает ультразвуковое оборудование Branson, которое может разрезать, склеивать, герметизировать или простегивать нетканые материалы из искусственных волокон для медицинских и немедицинских применений. Компания сообщает, что основным достижением является способность ультразвукового сварочного аппарата отслеживать и записывать данные сварки в режиме реального времени. Это расширяет возможности заказчика по контролю качества и позволяет постоянно совершенствовать даже автоматизированные линии.
Это расширяет возможности заказчика по контролю качества и позволяет постоянно совершенствовать даже автоматизированные линии.
Еще одним недавним достижением является добавление возможностей Fieldbus в систему ультразвуковой сварки DCX F от Branson, которая позволяет нескольким сварочным системам соединяться друг с другом и напрямую обмениваться данными с программируемым логическим контроллером. Fieldbus позволяет пользователю контролировать параметры сварки для отдельного аппарата ультразвуковой сварки, а также контролировать состояние производственной системы с несколькими сварочными аппаратами с помощью электронной панели управления. Таким образом, пользователь может оптимизировать производственный процесс и решать проблемы по мере их возникновения.
Увеличенное поперечное сечение эластичной нити, закрепленной в туннеле, построенном между двумя слоями нетканого материала, сваренными ультразвуком, с использованием процесса «анкеровки» Herrmann Ultrasonics. Herrmann Ultrasonics Herrmann Ultrasonics Inc. , Бартлетт, Иллинойс, предлагает новую ультразвуковую технологию для закрепления эластичных нитей в подгузниках. Инновационный процесс компании создает туннель между двумя слоями нетканых материалов и направляет натянутую резинку через туннель. Затем ткань сваривается в определенных местах склеивания, прежде чем ее разрезать и расслабить. Новый процесс привязки может выполняться непрерывно или периодически. По заявлению компании, этот метод упрощает работу с эластичными материалами, снижает риск поломки, увеличивает окно процесса и снижает производственные затраты. Компания Herrmann сообщает, что успешно протестировала ряд комбинаций материалов, различные размеры эластичности и удлинения, а также различные скорости.
, Бартлетт, Иллинойс, предлагает новую ультразвуковую технологию для закрепления эластичных нитей в подгузниках. Инновационный процесс компании создает туннель между двумя слоями нетканых материалов и направляет натянутую резинку через туннель. Затем ткань сваривается в определенных местах склеивания, прежде чем ее разрезать и расслабить. Новый процесс привязки может выполняться непрерывно или периодически. По заявлению компании, этот метод упрощает работу с эластичными материалами, снижает риск поломки, увеличивает окно процесса и снижает производственные затраты. Компания Herrmann сообщает, что успешно протестировала ряд комбинаций материалов, различные размеры эластичности и удлинения, а также различные скорости.
«Этот новый процесс, который мы называем «анкеровкой», будет еще лучше поддерживать наших клиентов в Северной Америке, поскольку они стремятся создавать более мягкие и устойчивые продукты», — сказал Уве Переги, президент Herrmann Ultrasonics Inc.
Herrmann также обновил свой ультразвуковой генератор ULTRABOND новыми элементами управления, которые могут быстро и в нужном месте запускать ультразвуковые колебания, а не генерировать непрерывный сигнал. Это обновление делает ненужными инструменты, зависящие от формата, такие как наковальня формата. Херрманн отмечает, что общая эффективность оборудования повышается за счет снижения затрат на инструменты и сокращения времени, необходимого для смены формата. Сочетание сигнала генератора Ultrabond с его технологией MICROGAP, которая контролирует зазор в области склеивания, позволяет осуществлять многомерный мониторинг процесса для обеспечения стабильного качества склеивания и прямой обратной связи системы.
Это обновление делает ненужными инструменты, зависящие от формата, такие как наковальня формата. Херрманн отмечает, что общая эффективность оборудования повышается за счет снижения затрат на инструменты и сокращения времени, необходимого для смены формата. Сочетание сигнала генератора Ultrabond с его технологией MICROGAP, которая контролирует зазор в области склеивания, позволяет осуществлять многомерный мониторинг процесса для обеспечения стабильного качества склеивания и прямой обратной связи системы.
Все последние инновации в области нетканых материалов обязательно будут представлены на предстоящем мероприятии по нетканым материалам INDEX™20 в октябре 2021 года. Выставка также будет доступна в параллельном виртуальном формате для посетителей, которые не могут присутствовать лично. Чтобы узнать больше об ИНДЕКСЕ, см. этот выпуск «Global Triennial Nonwovens Show Moves Ahead», TW, этот выпуск.
Июль/Август 2021
Заводы и оборудование – Экструзионная группа
Категория: Заводы и оборудование
Опубликовано adminОпубликовано в Заводы и оборудование
Опубликовано 1 апреля 2013 г. Различное производственное и отделочное оборудование для иглопробивных нетканых материалов в настоящее время устанавливается на новой пристройке площадью около 35 000 квадратных футов в Сент-Мари (Квебек), специально предназначенной для размещения различных компонентов производства. линия. Это новое оборудование марки DILO, созданное по последнему слову техники, […]
Опубликовано adminОпубликовано в Заводы и оборудование
Международная технологическая группа ANDRITZ представит на выставке HIGHTEX/ITM 2013 в Стамбуле новейшие технологии трех своих центров компетенции в области нетканых материалов – ANDRITZ Asselin-Thibeau, ANDRITZ Küsters и ANDRITZ Perfojet. Предлагая широкий спектр продуктов и услуг для турецкого рынка, ANDRITZ предлагает комплексные и индивидуальные решения для спанлейса, мокрой укладки, иглопробивания, склеивания и отделки […]
Опубликовано adminОпубликовано в Заводы и оборудование
Web Industries, аутсорсинговый поставщик решений для конвертирования и производства, расширил свои печатные мощности за счет модернизации оборудования на своем предприятии в Далласе, штат Техас. Эти обновления добавляют высокоскоростную флексографическую печать с точным совмещением шаблонов размеров и прецизионной продольной резкой к существующим гибким активам предприятия по переработке материалов, что дает Web Dallas возможность печатать и конвертировать […]
Опубликовано adminОпубликовано в Заводы и оборудование
Кен Элкинс Старший штатный корреспондент Charlotte Business Journal Tenowo Lincolnton Inc. планирует создать 26 рабочих мест и потратить 7,2 миллиона долларов на расширение производства нетканых материалов на заводе округа Линкольн. Взамен компания, ранее известная как HOF Textiles Inc., получит грант в размере 50 000 долларов от фонда One North Carolina. Среднегодовая […]
Взамен компания, ранее известная как HOF Textiles Inc., получит грант в размере 50 000 долларов от фонда One North Carolina. Среднегодовая […]
Опубликовано adminPosted in Заводы и оборудование
Опубликовано 26 октября 2012 г. Альянс экономического роста филиала округа Мичиган вместе с Мичиганской корпорацией экономического развития недавно объявили, что в ожидании одобрения города и штата инвестиции в объект стоимостью 4,5 миллиона долларов создадут 42 новых рабочих места, когда Monadnock Non-Wovens LLC обосновается в Колдуотере. конец 2013. Monadnock Non-Wovens LLC (MN-W) производит высококачественные […]
Опубликовано adminОпубликовано в Заводы и оборудование
28 сентября 2012 г. (США) Bondex Inc, производитель термоскрепленных нетканых материалов, объявила о расширении своего существующего производства в округе Эджфилд. Ожидается, что инвестиции в размере 6,4 миллиона долларов создадут 13 новых рабочих мест. «Мы рады реализации наших планов по расширению существующего объекта в округе Эджфилд. Южная Каролина имеет […]
(США) Bondex Inc, производитель термоскрепленных нетканых материалов, объявила о расширении своего существующего производства в округе Эджфилд. Ожидается, что инвестиции в размере 6,4 миллиона долларов создадут 13 новых рабочих мест. «Мы рады реализации наших планов по расширению существующего объекта в округе Эджфилд. Южная Каролина имеет […]
Опубликовано adminPosted in Заводы и оборудование
Дэвид Стивенсон Международная технологическая группа Andritz представит на выставке CINTE 2012, которая пройдет с 22 по 24 октября, полный спектр комплектных линий для производства нетканых материалов для производства технического текстиля. На мероприятии в Китае компании Andritz Küsters, Andritz Asselin-Thibeau и Andritz Perfojet представят новейшие линии и передовые системы для высококачественных […]
Опубликовано adminPosted in Заводы и оборудование
Автор: Ричард Крейвер | Winston-Salem Journal Израильский производитель специальных тканей сообщил во вторник, что запустил четвертую производственную линию на своем заводе в Моксвилле. Avgol America Inc. является частью Avgol Nonwoven Industries, базирующейся в Тель-Авиве. Компания производит нетканые материалы, в первую очередь для производителей детских подгузников и взрослых при недержании мочи и женской гигиены […]
Опубликовано adminPosted in Заводы и оборудование
Автор Tara Hounsle Пн, 16 июля 2012 г., 12:06 Companhia Providencia увеличивает свои мощности по производству нетканых материалов в Бразилии, открывая второй завод в Поусо-Алегри, штат Минас-Жерайс. Завод, который будет производить нетканые материалы в основном для гигиенических одноразовых и медицинских товаров внутреннего рынка, будет производить около 20 000 тонн в год. Компания сообщила […]
Компания сообщила […]
Опубликовано adminОпубликовано в Заводы и оборудование
Компания Sanrhea Technical Textiles из Ахмадабада, один из трех ведущих игроков в производстве пропитанной резорцинформальдегидным латексом (RFL) ткани для производства шин и резиновых компонентов, намерена удвоить свой завод по производству нетканых материалов. Компания ищет землю для создания нового завода по производству нетканых материалов для производства шин и резинотехнических изделий. «С […]
Машина для производства нетканых материалов методом прядения из расплава (SMS) | Производственная линия СМС
ГЛАВНАЯ > ПРОДУКТЫ > Машины для производства нетканых материалов прядением из расплава > ST-SMS
Высококачественные нетканые материалы, отвечающие высоким требованиям гигиены и медицины В определенных отраслях строгие требования и стандарты для нетканых материалов являются ключом к удовлетворению требований рынка. Линии прядения из расплава STair стабильно производят нетканые материалы высшего качества с высокой фильтрующей способностью и воздухопроницаемостью, а машина для производства нетканых материалов SUNTECH также обеспечивает наилучшую защиту и безопасность.
Линии прядения из расплава STair стабильно производят нетканые материалы высшего качества с высокой фильтрующей способностью и воздухопроницаемостью, а машина для производства нетканых материалов SUNTECH также обеспечивает наилучшую защиту и безопасность.
- Особенности
- Технические характеристики
- Детали Описание
- Сотрудничающие клиенты
Нетканые материалы высшего качества с повышенной мягкостью
Благодаря технологии STair производимые нетканые материалы получаются ультрамягкими, с высоким ворсом, сохраняя высокую фильтруемость и воздухопроницаемость, что делает вас надежным и востребованным поставщиком для требовательных рынков.
Максимальная производительность при высокостабильном процессе
Линии STair постоянно поддерживают высокостабильный производственный процесс и превосходную эффективность, что позволяет вам стабильно достигать максимальной производительности и производить нетканые материалы высшего класса.
Передовые технологии и автоматизация
STair lines сочетает в себе технологии и автоматизацию. Автоматический производственный процесс обеспечивает высокую эффективность и точность, помогая вам максимально сократить расходы.
Готовое решение и обслуживание
Мы всегда сохраняем лучший профессионализм и сервис. Наши опытные специалисты предоставят вам комплексное обслуживание от планирования производственного оборудования до проведения обучения персонала, наладки объекта и послепродажного обслуживания.
| Конфигурации | смс |
| Толщина линии | 1600, 2400, 3200 |
| Базовый вес | 8-80 г/м² |
Максимум. Вместимость Вместимость | 8000 тонн/год |
| Максимум. Скорость | 500 м/мин |
| Диапазон титров для нормального ПП | 1,5-1,8 ден (выше по запросу) |
| Сырье | ПП |
| Полувысокий лофт и высокий лофт | по желанию |
| Полный высокий лофт | по желанию |
Кейсы для клиентов
Детали проекта
Детали проекта: Машина для производства нетканых материалов Meltblwon мощностью 1200 т/год в Испании
Расположение фабрики: Ла-Корунья, Испания
Оборудование:СТ-АМБ 1600мм
Технология: японская фильера
Выход: 1200 т/год
Дата:2021. 03
03
Видео проекта
Глобальные клиенты SuntechОснованная в 1976 году, компания PT SOFTEX INDONESIA начала заниматься индустрией средств личной гигиены и стала самым популярным брендом средств личной гигиены в Индонезии.
История Zaimella началась в 1995 году, она никогда не колебалась и уже 26 лет работает в сфере здравоохранения и гигиены. Теперь он стал одним из самых популярных брендов средств личной гигиены в Эквадоре.
Компания Thrace Nonwovens & Geosynthetics S.A. была создана в 2010 году, акции компании были зарегистрированы на Афинской фондовой бирже в 1995 году, что взяло на себя всю деятельность Thrace Plastics, связанную с техническими тканями. Сегодня Thrace NG производит полипропиленовые технические ткани и пряжу/волокна.
ЗАО «Комитекс» — производитель нетканых материалов и синтетических волокон в России.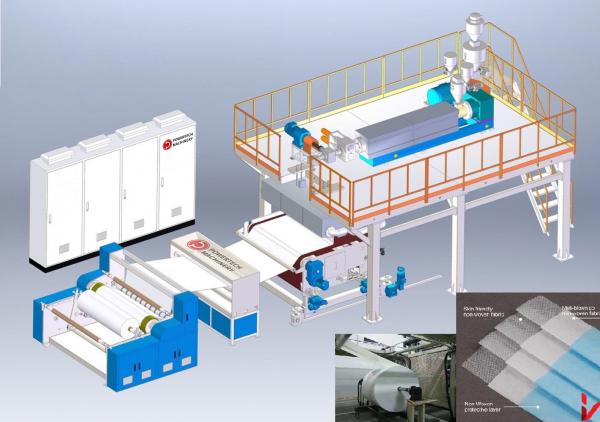 Компания была создана в 1979 году, и на сегодняшний день в ней работает около 1000 человек. Компания обладает наиболее известными в мире технологиями производства нетканых материалов «сухим способом».
Компания была создана в 1979 году, и на сегодняшний день в ней работает около 1000 человек. Компания обладает наиболее известными в мире технологиями производства нетканых материалов «сухим способом».
Маска Власть Sp. о.о. является крупнейшим польским производителем медицинских масок и недавно созданной компанией группы TB International, TB International GmbH распространяет 15 брендов. С клиентской базой, превышающей 15 000 человек, мы продаем нашу текстильную продукцию по всему миру.
Вернуться к списку Предыдущая|Следующая
Машина для производства нетканых материалов из расплава
Как мы все знаем, спрос на маску резко возрастает из-за коронавируса в 2020 году. в дефиците серьезно. Как производитель машин для выдувания из расплава, Benk Machinery поставляет машины для производства нетканых материалов из полипропилена с выдуванием из расплава шириной в основном от 300 мм до 1600 мм.
В этом отрывке мы представим машину для выдувания расплава pp из с тремя вопросами.
- Что такое нетканый материал, выдуваемый из расплава?
- Что такое машина для выдувания полипропиленовой ткани?
- Как сделать нетканое полотно?
Прежде чем мы поговорим о линии по производству нетканых материалов из расплава ПП, давайте сначала посмотрим, что такое нетканый материал, полученный методом выдувания из расплава.
1. Что такое нетканый материал, выдуваемый из расплава?
Вот цитата с веб-сайта вики:
Нетканый материал — это материал, похожий на ткань, изготовленный из штапельного волокна (коротких) и длинных волокон (непрерывных длинных), соединенных вместе с помощью химической, механической, термической обработки или обработки растворителем. Этот термин используется в текстильной промышленности для обозначения тканей, таких как войлок, которые не являются ни ткаными, ни трикотажными.

Если вы знаете, что такое нетканый материал, выдуваемый из расплава, теперь давайте посмотрим, что такое машина для выдувания полипропилена.
2. Что такое машина для выдувания полипропиленовой ткани?
Легко понять, что машина для производства нетканых материалов из полипропилена с раздувом из расплава используется для изготовления полипропиленовой ткани с раздувом из расплава. Ее также называют линией по производству нетканых материалов из полипропилена методом экструзии с раздувом из расплава, поскольку она состоит из ряда машин. Посмотрим список машин.
Список машин для производства нетканых материалов из полипропилена:
| № | Список машин | Кол-во |
| 1. | Одношнековый экструдер | 1 комплект |
| 2. | Форма | 1 комплект |
3. | Пластина фильеры | 1 комплект |
| 4. | Нагреватель воздуха | 1 комплект |
| 5. | Бензобак | 1 комплект |
| 6. | Воздушный компрессор | 1 комплект |
| 7. | Осушитель сжатого воздуха морозильного типа | 1 комплект |
| 8. | Паутина Бывшая машина | 1 комплект |
| 9. | Разрезной станок | 1 комплект |
| 10. | Моталка | 1 комплект |
Полипропиленовые машины для производства нетканых материалов, выдуваемые из расплава, типы:
- 300 мм полипропиленовая машина для производства нетканых материалов, выдуваемых из расплава
- Машина для выдувания нетканого материала из полипропилена, 500 мм
- Машина для выдувания нетканого материала из полипропилена, 650 мм
- Машина для выдувания нетканого материала из полипропилена, 800 мм
- Машина для выдувания нетканого материала из полипропилена, 1200 мм
- Машина для выдувания нетканого материала из полипропилена, 1600 мм
- Машина для производства нетканых материалов из полипропилена с раздувом из расплава под заказ
| Модель | Одношнековый экструдер | Мощность двигателя (кВт) | Производительность (кг/ч) | Площадь (Д*Ш*В) (м) |
| 300 мм | Sj50 | 11 | 120-160 | 8*3*3 |
| 450 мм | Sj50 | 11 | 180-220 | 8*3*3 |
| 650 мм | Sj65 | 22 | 250-300 | 9*3*3 |
| 800 мм | Sj65 | 22 | 400-600 | 9*3*3 |
| 1200мм | Sj75 | 37 | 600-800 | 10*4*4,5 |
| 1600 мм | Sj90 | 45 | 10:00-15:00 | 12*8*4,5 |
| Индивидуальный | Индивидуальный | Индивидуальный | Индивидуальный | Индивидуальный |
2. Как сделать нетканое полотно?
Как сделать нетканое полотно?
Прежде чем мы обсудим, как сделать нетканое полотно, давайте сначала посмотрим на процесс производства полипропиленового нетканого материала с раздувом из расплава.
Процесс производства нетканого материала мельтблаун из полипропилена:
полипропиленовые гранулы и добавки –> плавление и экструзия –> нагрев и сжатие воздуха –> распыление из расплава –> формование полотна –> резка –> намотка
Если вы хотите узнать процесс более четко, пожалуйста, нажмите на ссылку видео на YouTubehttps://www.youtube.com/watch?v=rCwE60DopSA
Как вы сделать нетканое полотно?
Изготовление нетканого полотна, необходимо сотрудничество с машиностроительным заводом до получить машину и техническую поддержку.
Итак, давайте ответим на вопрос из двумя сторонами ниже.
1. Что нужно подготовить для изготовления нетканого полотна?
- завод площадью от 25 до 100 квадратных метров
- капитель для машины для производства нетканых материалов методом выдувания из расплава
- 2-4 работника на машине
2.
